Технология строительства монолитных цементобетонных покрытий.
Технология устройства цементобетонных покрытий состоит из следующих операций:
подготовительные работы;
доставка приготовленной смеси к месту укладки;
распределение смеси;
формирование конструктивного слоя;
уплотнение цементобетонной смеси,
отделка поверхности цементобетонного покрытия;
уход за свежеуложенным бетоном;
устройство швов;
герметизация швов.
К подготовительным работам при ус, устройство цементобетонных покрытий относятся:
установка копирных струн, которые обеспечиваю ровность конструктивных слоев дорожной одежды и их плановое и высотное расположение при работе бетоноукладочных машин со скользящей опалубкой;
установка рельсформ для работы комплектов машинна рельсформах;
заготовка и установка арматуры и конструкций швов расширений Натял эние копирной струны производится с двух сторон, (для работы бетоноукладчика со скользящей опалубкой;. Копищщг/ ; струны закрепляются в кронштейнах на ет йках
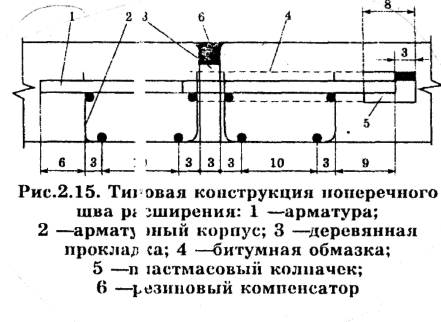
Конструкция шва расширения приведена на рис.2.15.
Доставку приготовленной смеси к месту укладки можно производить различными транспортными средствами, учитывая при этом объем работ, дальность транспортирования. Дальность транспортирования смеси следует рассчитывать с учетом температуры и влажности окружающего воздуха, от которых зависит ско-оость схватывания цементобетонной смеси. По СНиП 3.06.03.-85 "смесь должна быть доставлена к месту производства бетонных работ не позднее, чем за 30 минут при температуре воздуха 20-,30 °СА 60 минут при температуре 10-20 °С.
Дальность возки сухих смесей ограничена по экономиче-/ ским соображениям расстоянием, на которое можно перевозить ( готовые бетонные смеси с побуждением (медленное вращение барабана 3-4 об/мин) без ущерба для качества смеси При устройстве цементобетонных покрытий наиболее трудо-/ емкими являются операции по распределению, формированию, уплотнению и отделке поверхности цементобетонного покрытия. Для производства этих операций в настоящее время широко используются комплекты бетоноукладочных машин.
Развитие комплектов бетоноукладочных машин происходит по двум направлениям. Это создание высокопроизводительных ч^ бетоноукладочных машин со скользящей опалубкой и бетоноук-ладочных машин с использованием рельсформ.
Следующей технологической операцией является уход затвердеющим бетоном. Эта технологичес сая операция состоит из комплекса мероприятий, обеспечивающих благоприятные условия твердения уложенной в покрытие смеси. Мероприятия включают предупреждение испарения из бетона злаги, необходимой для процесса структурообразования бетона, а также предохранения ч§го от механических повреждений в начальном периоде набора 11рочности.
Длительность ухода —до набора проектной прочности, но не менее 28 суток.
Для предохранения высыхания поверхности бетона дорожных покрытий производят обработку поверхности пленкообразующими материалами, в качестве которых могут применяться \ помороль (ПМ-86), лак «Этиноль», битумные эмульсий
ДлЯ уменьшения напряжений, возникающих при сезоньых / и суточныx изменениях температуры воздуха в цементобетон? ых покрытиях устанавливаются температурные швы сжатия, pacширения и коробления.
При температуре воздуха, превыпающей ту, при которой устраивалось покрытие, происходит температурное удлинение i плит цементобетонного покрытия, для обеспечения такого удлинея устраивают швы расширения.
В швах сжатия покрытие разрезается по всей ширине на
1/3 —1/4 толщины, ниже этой прорези и возникает в дальнейшем трещина.
Швы в продольном направлении устраивают при покрытии шире 4,5 метров. Этот шов носит наименование продольного шва или шва коробления, так как он допускает возможность температурного коробления в поперечном направлении и снижает вероят-.цость появления продольных трещин.
Время начала нарезки пазов швов слодует определять на ос-/ новании данных о прочности бетона и уточнять путем пробной ! нарезки. При пробной нарезке выкрашивание кромок швов не должно превышать 2-3 мм. При суточных перепадах температуры воздуха менее 12 °С пазы поперечных швов сжатия в покрытии следует нарезать в этот же день. В случае i звозможности нарезать все швы подряд из-за недопустимого выкрашивания кромок шва i следует устраивать контрольные швы сжатия через три-четыре плиты по двухстадийному способу: нарезка узкого паза шва од-• ним алмазным диском при достижении прочности бетона на сжатие около 5-7 Мпа и последующая нарезка верхней части шва до проектных размеров при достижении прочности бетона более 10 Мпа. При невозможности устройства чонтрольных швов по двухстадийному способу и появлении трс, цин в покрытии контрольные швы следует устраивать комбинк ^ованным способом.
Работы по заполнению деформационных швов мастиками приготовленными на основе битума, надлежит выполнять в посдовательаости:
на дно паза шва уложить хлопчатобумажный шнур;
стенки паза шва смазать разжиженнь-м битумом:
паз шьа заполнить мастикой на 2-3 м л выше уровня покры тия;
выступающие над пазом шва излишка мастики срезать острым скребке м.
Гермечизирующие материалы, приготовленные на основе битума, перед применением необходимо ра; эгреть до температуры 150-180 °С.
Дата добавления: 2015-02-28; просмотров: 2930;