Окраска распылением лакокрасочного материала
При окраске воздушным распылением (пульверизацией) лакокрасочный материал распыляют при помощи сжатого воздуха на мельчайшие частицы, которые направляют на окрашиваемую поверхность для покрытия ее ровным слоем. Достоинство способа в том, что он позволяет окрашивать поверхности самых различных конфигураций. Вместе с тем он имеет ряд существенных недостатков:
1) большой расход лакокрасочных материалов из-за образования тумана и неполного попадания краски на окрашиваемую поверхность;
2) большая пожароопасность процесса из-за возможности образования горючих смесей паров растворителей с воздухом внутри окрасочных камер, воздуховодов и в прилегающих помещениях;
3) высокая вредность среды.
Промышленные установки для осуществления окраски воздушным распылением имеют краскораспылители, красконагнетательный бак, масловодоотделитель, компрессор, распылительную камеру с системой отсоса паров, соединительные трубы и шланги. Краска (лак) и воздух к распылителям могут подаваться по централизованной системе или от индивидуальных установок. Устройство и принцип работы индивидуальной установки показаны на рис. 15.1. Сжатый воздух от компрессора (воздушного насоса) поступает в масловодоотделитель 8, где, проходя через фильтр 7, очищается от частичек масла и конденсирующейся влаги. После масловодоотделителя часть воздуха через редуктор 3 поступает в красконагнетательный бак 5, где создает заданное давление для выдавливания краски в распылитель, а другая часть воздуха под давлением поступает в краскораспылитель.
Для создания нормальных санитарно-гигиенических условий при окраске и для удаления огнеопасных паров растворителей окраску проводят в специальных окрасочных камерах. Камеры оборудуют вентиляционной установкой и фильтрами для улавливания частиц краски и очистки воздуха.
Более прогрессивным является способ безвоздушного распыления краски. Этот способ применяется для окраски крупногабаритных изделий, которые не представляется возможным поместить в окрасочные камеры. Такие изделия окрашивают на местах сборки. Краска находится под высоким давлением. При выходе ее из пистолета в атмосферу (вследствие перепада давления) резко повышается упругость паров растворителя, мгновенно испаряется легколетучая часть лакокрасочного материала, происходит его дробление.
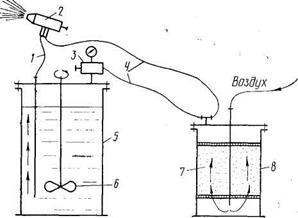
Рис. 15.1. Схема индивидуальной установки для окраски воздушным распылением: 1 — шланг подачи краски; 2 — краскораспылитель; 3 — редуктор; 4 — шланги подачи воздуха; 5 — красконагнетательный бак; 6 — мешалка; 7 — фильтровальный материал с поглотителем; 8 — масловодоотделитель
Этот способ дает лучшее качество окраски по сравнению с пневматическим, удельный расход лакокрасочного материала сокращается вследствие уменьшения туманообразования. Сокращается и расход растворителя, так как этот способ позволяет распылять более вязкие лакокрасочные материалы. Таким образом, этот способ окраски является менее пожаровзрывоопасным: при его использовании сокращается образование красочного тумана.
В последнее время стал широко применяться способ нанесения лакокрасочных материалов под высоким давлением без нагрева. Его иногда называют механическим распылением. Сущность способа в использовании изменяющихся свойств лакокрасочного материала при больших перепадах давления. При перепадах давления 10...20 МПа при выходе из сопла даже холодного лакокрасочного материала образуется мелкодисперсный факел. Сокращаются потери на туманообразование, уменьшается вероятность образования пожаровзрывоопасных концентраций.
Пожарная опасность процессов окраски обусловлена свойствами применяемых лакокрасочных материалов, в составе которых находится 50...60% и даже 70...80% легковоспламеняющихся растворителей, большим количеством образующихся при испарении растворителей паров, наличием источников зажигания и разветвленных путей распространения начавшегося пожара. Наиболее пожаровзрывоопасен способ распыления сжатым воздухом, при котором образуется пожаровзрывоопасная смесь мельчайших взвешенных частиц лака или краски в воздухе.
Важнейшей мерой против образования горючей среды является . устройство вентиляции с целью отсоса паров из мест окраски изделий. Поэтому предусматривается проводить окраску в камерах с постоянным воздухообменом или в непосредственной близости от заборных устройств воздуховодов, отсасывающих пары ЛВЖ. Рабочие места, на которых ведутся окрасочные работы, изолируются от окружающей среды производственных помещений. Не допускается объединение вентиляционных систем окрасочных кабин и других помещений. Лакокрасочные материалы, уносимые вентилируемым воздухом, улавливаются при помощи фильтров или распыленной воды, очищаемой в ловушках. Вентиляционная система должна иметь автоматическую блокировку, обеспечивающую прекращение подачи краски при остановке вентилятора.
Важное значение имеет скорость движения воздуха через рабочие проемы окрасочных кабин. Она должна быть больше, чем скорость диффузии паров растворителей в сторону цеха.
Количество воздуха Q, которое необходимо пропустить через окрасочную кабину для обеспечения безопасных условий, определяют по формуле
Q=Fvnpα, (15.1)
где F — сечение открытых проемов камеры; vПр — скорость движения воздуха в проемах камеры (принимается 1 м/с; для токсичных веществ 1,3 м/с); a — коэффициент, учитывающий подсос через неплотности кабины (принимают равным 1,1...1,2).
При окраске больших изделий (вагонов, троллейбусов и т. п.) вентиляция предусматривается па принципу вентилирования ограниченного участка изделий, который в данный момент окрашивается. При этом изделие перемещается относительно вентиляционной установки или, наоборот, вентиляционная установка перемещается относительно изделия. Скорость отсасываемого воздуха на рабочем месте должна быть не менее 1 м/с. В камерах и воздуховодах предусматривается установка газоанализаторов, которые рекомендуется блокировать с работой вентиляторов и системой краскоподачи.
Важным направлением по уменьшению пожарной опасности процессов окраски является замена легковоспламеняющихся и горючих растворителей, пленкообразователей и лаков на пожаробезопасные. Например, олифу можно заменить эмульсионными разбавителями (вода с эмульгатором — мылом); применять водорастворимые бакелитовые лаки и негорючие хлорированные углеводородные растворители (трихлорэтан, четыреххлористый углерод).
Специфическими источниками зажигания в процессах окраски являются искры удара и самовозгорание отходов, в состав которых входят нитролаки, льняное масло, эмаль, а также самовозгорание отложений лакокрасочных материалов в воздуховодах. Поэтому профилактическими мероприятиями предусматривается: 1) удаление из помещений отходов лакокрасочных материалов; 2) очищение воздуховодов от отложений лакокрасочных материалов; 3) контроль за исправностью оборудования; отсутствие искр удара и трения при работе вентиляторов и при пользовании инструментом.
В окрасочных цехах возникший пожар может получить быстрое распространение и развитие. Этому способствует:
наличие большого количества горючего окрасочного материала;
горючесть самих окрашенных изделий, по которым может распространиться горение;
вентиляционная система, по которой пламя может распространиться в смежные цеха и этажи.
Поэтому мерами пожарной профилактики предусматривается:
ограничение количества горючих материалов и веществ, находящихся непосредственно в окрасочных цехах;
прокладка вентиляционных воздуховодов по кратчайшему пути непосредственно наружу или в очистительные устройства;
устройство огнепреградителей и огнезадерживающих заслонок, особенно на ответвлениях от кабин и агрегатов;
очистка кабин от отходов, а воздуховодов от отложений лакокрасочных материалов.
Дата добавления: 2015-02-23; просмотров: 2297;