Протягивание и строгание шлицев
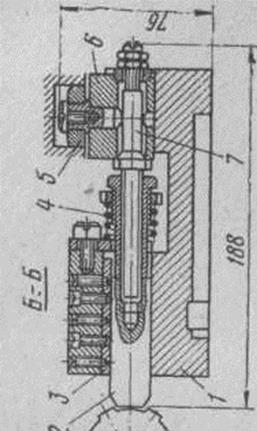
Рис.7. Блочная протяжка.
Одним из методов изготовления шлицев на поверхности валов или подобных деталей является протягивание их на горизонтально-протяжных станках с применением специального приспособления.
Для протягивания сквозных шлицев применяется специальная протяжка с ножами, профиль режущей части которых соответствует форме шлица. Каждый шлиц протягивается поочередно с помощью делительного устройства.
При протягивании несквозных шлицев используется блочная протяжка, в которой режущие зубья имеют независимое взаимное перемещение врадиальном направлении.
На рис. 7 представлена конструкция блочной протяжки для протягивания несквозных шлицев на горизонтально-протяжном станке мощью специального приспособления.
В копусе 1 блока устанавливаются по скользящей посадке ножи 2 прямоугольного сечения. Форма режущей части ножа соответствует профилю шлица. Каждый нож имеет независимое перемещение вдоль блока. Поджимная планка 3 регулирует зазор, необходимый для скольжения ножей в блоке. Ползуны 6 соединяются с ножами тягой 7; роликов 5 закреплены в ползунах 6; пружины 4 при помощи тяги 7 прижимают ролики к копирной линейке. В конце рабочего хода каждого ножа копир отводит ролик и выводит нож из обрабатываемой детали. Ножи затачиваются в специальном приспособлении комплектно.
Процесс изготовления шлицев на валах (или других деталях) строганием(шлицестрогание) аналогичен процессу долбления зубьев зубчатых колес методом копирования с помощью многорезцовой головки, случае все шлицы также обрабатываются одновременно набором профильных резцов, число которых равно числу впадин обрабатываемого шлицевого вала. Обрабатываемая деталь, расположенная вертикально, движется возвратно - поступательно; при каждом ходе вверх она входит внутрь неподвижной резцовой головки, в радиальных пазахx которой размещены резцы. Все резцы одновременно нарезают шлицы, получая радиальную подачу на двойной ход обрабатываемой детали. При обратном ходе детали (вниз) резцы в головке отходят в радиальном направлении, чтобы избежать трения задних поверхностей об обрабатываемую поверхность.
Весьма производительным методом обработки шлицев является одновременное долбление всех впадин шлицев специальной многорезцовой головкой, аналогичной для долбления зубчатого колеса.
Дата добавления: 2015-02-23; просмотров: 3037;