Обработка плоских поверхностей строганием и долблением
Строгание производится на продольно- и поперечно строгальных станках (последние называются шепингами). При строгании на продольно-строгальных станках стол с закрепленной на нем деталью (или деталями) совершает возвратно - поступательнoe движение; подача в поперечном направлении придается резцу путем перемещения резцового суппорта, которое осуществляется прерывисто после каждого рабочего хода. Стружка снимается во время хода стола в одном направлении, т. е. рабочего хода, хотя обратный — холостой ход — совершается со скоростью, в 2—3 раза большей, чем скорость рабочего хода, тем не менее потеря времени при холостых ходах делает строгание менее производительным способом обработки, чем другие способы (например, фрезерование).
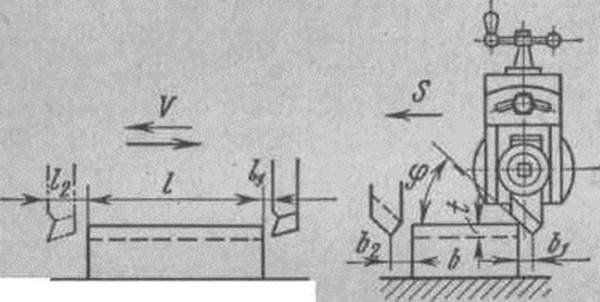
Рис. 1. Схема строгания плоскости.
Схема строгания плоскости представлена на рис.1. На поперечно-строгальных станках возвратно-поступательное движение имеет резец, который закреплен в суппорте ползуна. Обрабатываемая деталь, закрепляемая на столе станка, получает поперечную подачу благодаря прерывистому перемещению стола в поперечном направлении после каждого рабочего хода. Продольно-строгальные станки изготовляются одностоечными и двухстоечными, с одним, двумя и четырьмя суппортами. Одностоечные строгальные станки применяются для деталей, которые не помещаются полностью на столе, а свешиваются с него.
Продольно-строгальные и поперечно-строгальные станки широко применяются в единичном, мелко- и среднесерийном производстве вследствие их универсальности, простоты управления, достаточной точности обработки и меньшей цены по сравнению с фрезерными станками.
На долбежных станках, относящихся к классу строгальных, долбяк с закрепленным в нем резцом совершает возвратно-поступательное движение в вертикальной плоскости. Стол станка, на котором закрепляется обрабатываемая деталь, имеет движение подачи в горизонтальной плоскости в двух взаимно перпендикулярных направлениях.
Долбежные станки применяются в единичном производстве для получения шпоночных канавок в отверстиях, а также для обработки квадратных, прямоугольных и других форм отверстий. Для этих работ в серийном и массовом производстве применяют протяжные станки.
Строгание, так же как и точение, разделяется на черновое и чистовое. Чистовое строгание производится с малой подачей или резцами с широким лезвием.
При строгании крупных литых и сварных деталей особенное значение имеет правильность закрепления их на столе станка. Необходимо избегать при закреплении деформации детали, так как в противном случае после окончания обработки и освобождения детали от прижимов она примет свою первоначальную форму и обработанная поверхность окажется искривленной.
Наличие внутренних напряжений в отливках сильно отражается на точности строгания. Когда при строгании удаляется поверхностный слой металла, равновесие внутренних напряжений нарушается и деталь деформируется. Для устранения или уменьшения внутренних напряжений стальные детали подвергают отжигу, а чугунные отливки - искусственному или естественному старению.
Основное время для строгальных работ на продольно-строгальных станках определяется также по основной формуле , причем значение  равно длине обработки в направлении подачи. Так как в строгальных станках подача идет по направлению строгания, т. е. по ширине детали, то в этом случае будет обозначать ширину строгания, которая сложится из ширины строгаемой поверхности, врезания и боковых сходов резца; тогда эта формула примет вид:
равно длине обработки в направлении подачи. Так как в строгальных станках подача идет по направлению строгания, т. е. по ширине детали, то в этом случае будет обозначать ширину строгания, которая сложится из ширины строгаемой поверхности, врезания и боковых сходов резца; тогда эта формула примет вид:
 ,мин,
,мин,
где  ; — ширина строгаемой поверхности в мм;
; — ширина строгаемой поверхности в мм;  — врезание резца и; Ь2 — боковые сходы резца в мм; i — число ходов; п — число двойных ходов стола в минуту; s — подача резца за один двойной ход стола в мм;
— врезание резца и; Ь2 — боковые сходы резца в мм; i — число ходов; п — число двойных ходов стола в минуту; s — подача резца за один двойной ход стола в мм;
 ,
,
где  р.х — скорость рабочего хода стола; L — длина хода стола, равная длине строгаемой поверхности 1 плюс подход 2 и перебег 3 в начале и конце рабочего хода в мм.
р.х — скорость рабочего хода стола; L — длина хода стола, равная длине строгаемой поверхности 1 плюс подход 2 и перебег 3 в начале и конце рабочего хода в мм.  .
.  - отношение скорости рабочего хода стола к скорости холостого хода.
- отношение скорости рабочего хода стола к скорости холостого хода.
Тогда получим:
 , мин,
, мин,
врезание резца:  ,мм,
,мм,
где  - глубина резания в мм;
- глубина резания в мм;  — главный угол резца в плане;
— главный угол резца в плане;  =0,5-2 мм — подход при рабочей подаче. Боковые сходы b2 = 2--5 мм. Подход 2 и перебег 3 резца в продольном направлении, входящие в величину
=0,5-2 мм — подход при рабочей подаче. Боковые сходы b2 = 2--5 мм. Подход 2 и перебег 3 резца в продольном направлении, входящие в величину  , принимаются:
, принимаются:
| Длина хода стола L в мм | Сумма подхода и перебега резца ( 2+ 3) в мм
|
| До 2000 | До 200 |
| 2001—4000 | 201—300 |
| 4001—6000 | 301—375 |
 6001—10000 6001—10000
| 376—450 |
Если число двойных ходов стола для упрощения подсчетов принять по средней скорости хода стола (по отношению к скорости рабочего и холостого хода стола), что несколько менее точно, то:  .
.
где  — средняя скорость хода стола в м/мин.
— средняя скорость хода стола в м/мин.
Основное время для работ на поперечно-строгальных станках определяется также по формуле:. ,мин, Число двойных ходов п определяется по тем же формулам, что и для продольно-строгальных станков.
Подход и перебег резца в продольном направлении, входящие в величину L, принимаются для поперечно-строгальных станков по следующим данным:
| Длина хода резца L в мм | Сумма подхода и перебега резца ( 2+ 3) в мм
|
| До 100 | |
| 101-200 | |
| 201-300 | |
| Более 300 |
Врезание резца = 2-5 мм.
Дата добавления: 2015-02-23; просмотров: 1585;