Обработка плоских поверхностей шлифованием
Шлифование плоских поверхностей применяется как для обдирочной, так и для черновой и чистовой обработки. Обдирочное шлифование плоскостей может быть предварительной или окончательной операцией, если не требуется большой точности и чистоты поверхности. Припуск для обдирочного шлифования должен быть значительно меньше, чем для фрезерования и строгания. При больших припусках обдирочное шлифование оказывается неэкономичным. Обдирочное шлифование плоскостей применяется в том случае, когда наличие твердой корки на поверхности детали или большая твердость материала затрудняют фрезерование или строгание. Оно применяется
также при обработке плоских поверхностей деталей с малой жесткостью.
Обдирочное шлифование применяется для чугунных отливок, поковок и сварных конструкций и реже — для стальных отливок.
Черновое и чистовое шлифование плоскостей производится для получения большой точности и чистоты поверхности, когда не представляется возможным строгание. Оно применяется достигнуть этого фрезерованием или строганием.
Круги больших диаметров для шлифования изготовляют составными из отдельных частей — брусков и сегментов, прикрепленных к металлическому диску (рис. 11). При работе такими кругами уменьшается выделение тепла, улучшается удаление пыли и мелкой стружки, образующихся при шлифовании, повышается безопасность шлифовальных работ.
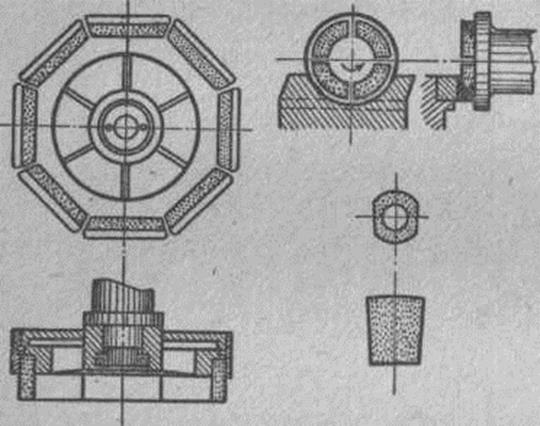
Рис. 11. Составные шлифовальные круги
Чистовое шлифование плоскостей производится мелкозернистыми, большей частью цельными кругами. Шлифование производится торцовой частью круга и периферией круга. При шлифовании торцевой частью круга применяют круги чашечной или тарельчатой формы. При такой форме круга изнашивается только та часть его, которая находится в соприкосновении с обрабатываемой поверхностью, и поэтому отпадает необходимость править всю поверхность круга. Кроме того, при такой форме различие скоростей вращения отдельных точек торца круга меньше влияет на точность и качество обработки поверхности.
Шлифование торцом круга более производительно, чем шлифование
периферией, так как в процессе работы торцом круга большая площадь круга находится в соприкосновении с обрабатываемой поверхностью и большее количество абразивных зерен одновременно работает; к тому же этот способ шлифования обеспечивает достаточно высокую точность; в силу указанных
Шлифование периферией круга менее производительно, но с его помощью достигается более высокая точность, чем при шлифовании торцом круга, поэтому шлифование периферией круга применяют обычно для окончательной отделки деталей измерительных инструментов, приборов и др. Плоскошлифовальные станки изготовляются для обдирочного, чернового и чистового (точного) шлифования.
Станки для обдирочного шлифования бывают:
а) односторонние (для обработки с одной стороны) — с горизонтальным или вертикальным расположением шпинделя;
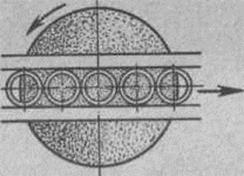
б) двусторонние (для обработки с двух сторон) — двухшпиндель-Кые с горизонтальным расположением шпинделей (рис. 12). Станки для чернового и чистового (точного) шлифования изготовляются:
причин этот способ шлифования является весьма распространенным.

| 
|
Рис. 12. Схема расположения шпинделей у двусторонних станков для об
дирочного шлифования.
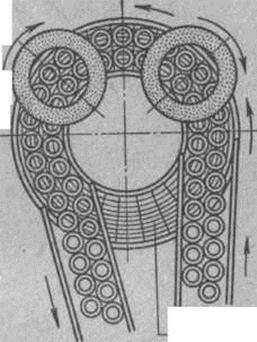
а) для работы торцовой частью круга с прямоугольным и круглым столом; последние бывают одношпиндельные и двухшпиндельные; на рис. 13 показана схема работы станка;
б) для работы периферией круга с прямоугольным и круглым столом.
Для шлифования пластин, торцов колец и подобных тонких деталей используют плоскошлифовальные станки с магнитным столом или с применением магнитных плит, дающие весьма чистую поверхность и высокую точность.
 Магнитный стол
Магнитный стол
Рис. 13. Схема работы двухшпиндельного плоскошлифовального станка
Основное время для плоского шлифования торцом круга на станках карусельного типа (рис. 14, а) определяется по формуле: 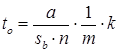 ,мин,
,мин,
Где  - припуск на сторону в мм;
- припуск на сторону в мм;  -вертикальная подача круга на один оборот стола в мм; п - число оборотов стола в минуту т - количество деталей, одновременно устанавливаемых на столе- k — коэффициент, учитывающий точность шлифования.
-вертикальная подача круга на один оборот стола в мм; п - число оборотов стола в минуту т - количество деталей, одновременно устанавливаемых на столе- k — коэффициент, учитывающий точность шлифования.
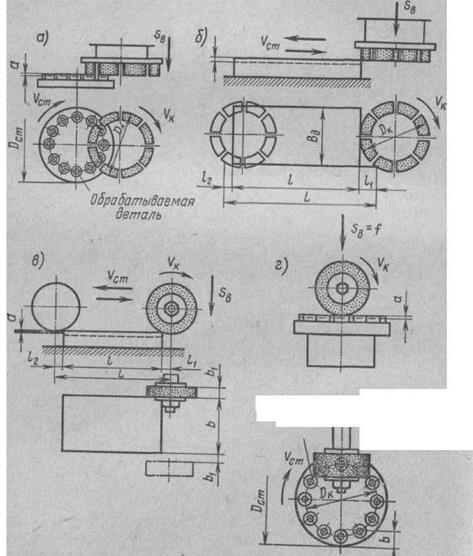
Рис.14. Схемы плоского шлифования.
Основное время для шлифования торцом круга на станках продольного типа (рис. 14,6 — ширина шлифуемой поверхности Вя меньше диаметра круга DK) определяется по формуле:
 ,мин,
,мин,
где L — длина хода стола в мм;  — скорость продольного хода в м/мин; sB— вертикальная подача круга на один проход в мм.
— скорость продольного хода в м/мин; sB— вертикальная подача круга на один проход в мм.
Основное время для шлифования периферией круга на станках продольного типа (рис.14, в) определяется по формуле:
 ,мин,
,мин,
 — ширина шлифуемой поверхности в мм;
— ширина шлифуемой поверхности в мм;  — боковой сход круга;
— боковой сход круга;  — поперечная подача по ширине детали в мм; /7ДВ.Х — •число двойных ходов стола в минуту. Остальные обозначения прежние.
— поперечная подача по ширине детали в мм; /7ДВ.Х — •число двойных ходов стола в минуту. Остальные обозначения прежние.
Поперечная подача круга по ширине детали принимается в долях высоты круга.
Основное время для шлифования периферией круга на станках карусельного типа (рис. 14, г) определяется по формуле:
 ,мин.
,мин.
Дата добавления: 2015-02-23; просмотров: 3329;