IV. СПИЦЫ
Каждая спица состоит из трех частей: головки, средней и резьбовой частей (СПМ2,1X0,4).
На головке условными значками обычно указывается фирма-изготовитель. Спицы ХВЗ не имеют обозначения.
Спицы бывают обычные и редуцированные (неправильно называемые иногда «тянутыми»). В отличие от обычных каждая редуцированная спица отдельно испытывается под статической нагрузкой, изготовляется из лучших сортов проволочной стали, в головке и резьбовой части имеет диаметр больший, чем в средней.
Способ сборки колес зависит от длины спиц, диаметра фланцев втулок, длины ниппелей и способа заделки пистонов обода. На фирменных ободах ниппель находится на наружной части обода, а у ХВЗ — внутри обода.
Колеса собирают на два, три и четыре «креста». «Крест» — точка пересечения любой спицы с другими. Сколько точек пересечения, столько и «крестов». Чем больше «крестов», тем жестче колесо.
РАЗМЕРЫ СПИЦ (В ММ)
Обычные Редуциро-
ванные
ХВЗ — 295 ХВЗ —301
ХВЗ — 301 — 305 Полумесяц — 301
ХВЗ —300 — 301 Альпина —309—310
Втулки
Подготовка втулок к эксплуатации имеет огромное значение. При разоорке втулок, как и всех узлов велосипеда, связанных с конусами, чашками и шарикоподшипниками необходимо не смешивать детали левой и правой сторон, т. к. в процессе эксплуатации они уже прикатаны.
Разберем втулку на детали, тщательно промоем их в керосине (бензине, уайт-спирите, спирте, ацетоне и т. д.) и вытрем насухо чистой тряпкой.
Внешним осмотром всех деталей выясним, нет ли раковин (трещин, углублений) в шарикоподшипниках, на конусах, в чашках, запрессованных во фланцы, прямая ли ось, не лопнули ли фланцы втулок, есть ли ус в шайбах и каково состояние резьбы М35Х1 под пятерик, допуск которой равен М34,7Х1 (при меньшей величине произойдет ее срыв).
Если все соответствует норме, то приступаем к измерению шариков при помощи микрометра или другим способом: берем один шарик и зажимаем его не очень сильно между губками штангенциркуля, закрепляем это положение фиксирующим губки болтом. Оставив штангенциркуль в данном положении, вынимаем шарик и вставляем другой, т. е. промеряем его на ощупь. Поступаем так и с остальными шариками. Ошибка при измерении здесь незначительна и не влияет на легкость хода, а время измерения сокращается.
Новые конуса необходимо перед эксплуатацией отполировать на участке «а», обозначенном на рис. 21, но при этом следует помнить, что полировке обычно предшествует шлифование, которое производится с помощью шлифовальных шкурок.
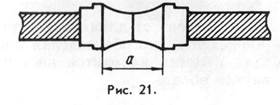
Шлифование производится следующим образом. На старую ось накручивают конуса, законтривают их. Затем ось вставляют в патрон сверлильного или токарного станка, и место впадины конусов «а» обрабатывают шлифовальной шкуркой методом прижимания.
Погнутую ось можно выправить. На концы ее накручиваем конуса, кладем на ровную металлическую поверхность и ударяем молотком по ее выпуклости до полного исправления.
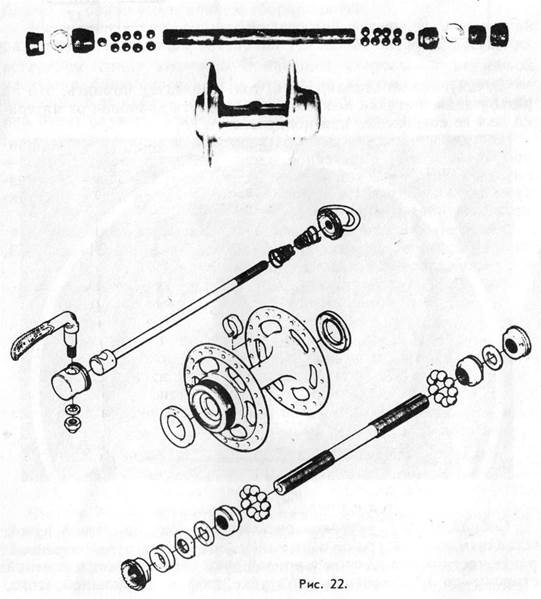
Ось заднего колеса собирают с правой стороны, т. е. со стороны резьбы под пятерик в следующем порядке: конус, шайба с усом, втулочка и контргайка, отстоящая от конца оси на 5—6 мм (размер перьев рамы по толщине) — рис. 22.
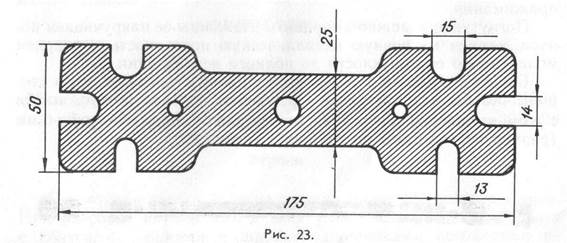
Затем, взяв в правую и левую руки специальные конусные ключи или ключи ХВЗ (рис. 23), вставляют их в пропилы конуса и контргайки и вращают, затягивая контргайку и ослабляя конус одновременно.
Втулку можно отполировать, только следует помнить, что на резьбу задней втулки необходимо навернуть храповик от пятерика для ее сохранения при полировке.
В качестве жидких смазок для втулок используются машинное масло, авто^' веретенное масло (но не олифу!); густых — циатим-201, тс веский вазелин, солидол и т. д. Излишнюю смазку вводить во .улки не рекомендуется, т. к. она вытечет, загрязняя велосипед и однотрубки.
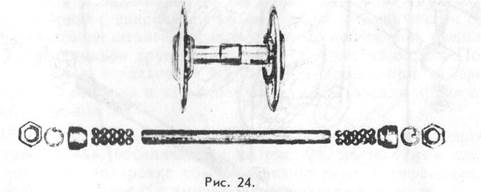
Все втулкипередние и задние имеют по 9 шариков с каждой стороны; исключение составляет передняя втулка ХВЗ, в которой с каждой стороны — по 10 шариков (рис. 24)
Собрав втулку, начинаем регулировку конусов. Левой рукой вставляем ключ в грани к()1ггр[ лйки, собранной и законтренной ранее части оси, а ключом в правой руке затягиваем конус левой стороны до исчезновения во втулке люфта. Добившись этого.
затягиваем и контргайку. Далее поступаем так же, как при сборке правой стороны задней оси, когда одновременно затягивали конус и контргайку, следя за тем, чтобы втулка легко вращалась без качки в подшипниках и Оез затяжки шариков.
Измерьте длину оси втулки, разделите ее пополам и середину отметьте на втулке тоненькой полоской изоляционной ленты. Это будет служить для вас ориентиром при создании «зонта».
Дата добавления: 2015-02-13; просмотров: 5454;