Кінцеві та штрихові міри лінійних і кутових розмірів
Кінцеві міри довжини(ГОСТ 9038-90) — це однозначні міри, призначені для відтворення одиниці довжини, налагодження універсальних засобів для відносних вимірювань та перевіряння засобів вимірювання. Найбільш поширені кінцеві міри, що мають форму прямокутних плиток чи циліндричних стержнів, з двома плоскими та паралельними між собою робочими поверхнями (рис. 4.2, а і б).
Номінальний розмір (рис. 4.2, в) між зазначеними поверхнями маркують переважно на бічних неробочих поверхнях (кінцеві міри з малими розмірами неробочих поверхонь як виняток маркують на робочих поверхнях). Кожна кінцева міра довжини відтворює тільки один лінійний розмір, наприклад 1,005; 1,01; 1;02; 2; 5; 100 мм тощо.
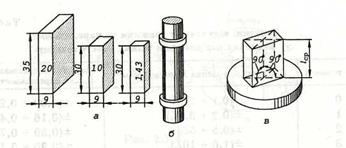
Рис.4.2
Точність відтворення одиниці довжини за допомогою кінцевих мір значно вища за точність вимірювальних приладів. Плитки під дією молекулярних сил притягання мають здатність прилипати одна до одної, що дає змогу легко складати їх у блоки по кілька штук для отримання заданих розмірів блока. З метою забезпечення високої точності розмірів блоків рекомендують добирати їх так, щоб кількість плиток у одному блоку не перевищувала п'яти.
Виготовляють плитки як поштучно, так і цілими комплектами, у які входять плитки з такими розмірами, щоб за допомогою кількох плиток (кількість їх має бути якомога меншою) дібрати будь-який розмір у заданих межах із заданою точністю. Наприклад, набір із 94 плиток дає змогу добирати будь-який розмір від 1 до 250 мм з градацією через кожні 0,005 мм, а додавання до цього додаткового набору із двадцяти плиток дає змогу зменшити градацію розмірів блоків до 0,001 мм.
Крім основних розмірних плиток у їх комплекти додають ще дві чи чотири захисні плитки з однаковими розмірами 1 і 2 мм, які забезпечують захист основних плиток від спрацювання їх робочих поверхонь. Захисні плитки, що мають однакові розміри та виготовляються серійно у значних кількостях, своєчасно можна замінити новими та дешевими плитками.
Порядок добирання плиток у блоки рекомендують починати від плитки з найменшою градацією. Наприклад, для розміру блока 122,372 мм спочатку беруть плитку з розміром 1,002. Маючи в залишку розмір 121,37 у наборі можливими є кілька варіантів добирання плиток. Взявши з наявних у наборі плитку 1,37, отримують в залишку розмір 120 мм, який можна скласти з плиток 20 і 100.
Кінцеві міри кутових розмірів(ГОСТ 2875-88) служать для налагодження та атестації ЗВТ, а також для контролю кутових розмірів виробів. Відповідно до чинних стандартів виготовляють такі кінцеві міри кутових розмірів: з одним робочим кутом і зрізаною вершиною (тип І); з одним робочим кутом (тип II, рис. 4.3, а); з чотирма кутовими розмірами та нерівномірним кутовим кроком (III, рис. 4.3, б), з шістьма робочими кутами та нерівномірним кутовим кроком (IV, рис. 4.3, в) та з восьми робочими кутами та рівномірним кроком (V).
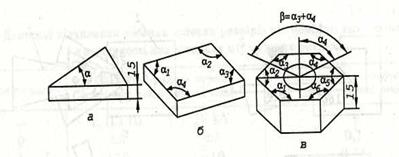
Рис.4.3
Кінцеві міри кутових розмірів виготовляють поштучно та цілими наборами з різною кількістю мір, наприклад набір №1 складений із 93 мір, №2 — із 33. Міри мають здатність притиратися одна до одної, але, з огляду на вимогу точного збігання вершин їх кутових розмірів і часту потребу складання їх у блоки з різним напрямком вершин кутових розмірів, для складання блоків кутових розмірів застосовують спеціальні затискні пристрої, держаки, допоміжні лінійки тощо (рис. 4.4). Контрольний пристрій, складений із кінцевих мір кутових розмірів і лінійки, зображений на рис. 4.4, а і в; блоки кутових розмірів, складених із трьох, двох і чотирьох кінцевих мір, зображені відповідно на рис. 4.4, б, г, і є; а пристрій, складений із трьох кінцевих мір і лінійки — на рис. 4.4, д. Особливістю кінцевих мір кутових розмірів є можливість не тільки підсумовування розмірів у блоках (рис. 4.4, ж), а й їх віднімання (рис. 4.4, є).
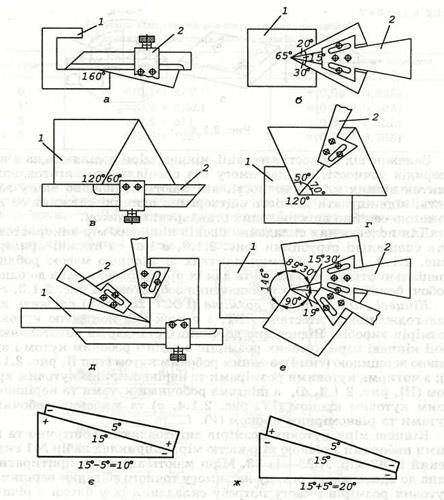
Рис.4.4. Кінцеві міри кутових розмірів
Штрихові міри— це металеві лінійки, на які нанесені позначки відліку та числа. Для кутових розмірів штриховими мірами є кутомірні транспортири, у яких позначки з числами відліку нанесені на їх радіусному боці. Відстані між сусідніми позначками відповідають встановленим одиницям вимірювання лінійних чи кутових розмірів. Штрихові міри бувають зі сталим і змінними значеннями.
Міри з одним значенням одиниці вимірюваної величини відтворюють одне її значення. Наприклад, штриховий зразковий метр з двома рисками (початку і кінця) або кутник з одним кутовим розміром (90°; 60°; 45°; 30°) відтворюють тільки по одному розміру.
 Штрихові міри з багатьма значеннями отримали широке застосування, наприклад, штрихові металеві лінійки з рисками через кожний міліметр або плоскі кутоміри з рисками через кожний градус. Усі ці міри дають змогу відтворювати багато значень одиниці вимірювання. Штрихові міри поділяють на зразкові та робочі. Найбільше зі штрихових ЗВТ застосовують металеві брускові та стрічкові лінійні міри (лінійки, рулетки, складані металеві метри) та металеві кутоміри (транспортири). Брускові штрихові міри довжини використовують для прямого вимірювання лінійних розмірів як шкали вимірювальних приладів, відлікових пристроїв оброблювальних верстатів і зразкові міри.
Штрихові міри з багатьма значеннями отримали широке застосування, наприклад, штрихові металеві лінійки з рисками через кожний міліметр або плоскі кутоміри з рисками через кожний градус. Усі ці міри дають змогу відтворювати багато значень одиниці вимірювання. Штрихові міри поділяють на зразкові та робочі. Найбільше зі штрихових ЗВТ застосовують металеві брускові та стрічкові лінійні міри (лінійки, рулетки, складані металеві метри) та металеві кутоміри (транспортири). Брускові штрихові міри довжини використовують для прямого вимірювання лінійних розмірів як шкали вимірювальних приладів, відлікових пристроїв оброблювальних верстатів і зразкові міри.
Штрихові ЗВТ здебільшого виготовляють зі стійких до спрацювання пружинних сталей і покривають хромом. Стандартні штрихові лінійки (ГОСТ 417-75) мають довжину від 150 до 1000 мм з ціною поділок 1 мм. Зразкові міри довжини (брускові) можуть мати ціну поділки 0,1 і 0,2 мм. Їх переважно виготовляють зі спеціальних мідних стопів (інвару) зі збільшеними розмірами, різного за формою поперечного перерізу, споряджають оптичними окулярами, які дають змогу забезпечити високу точність відліку вимірюваних розмірів. Загальна довжина шкали брускових мір коливається від 60 мм до 2000 мм. Вони бувають шести класів точності (від 0 до 5) з допускними відхиленнями, для довжини 200 мм — відповідно від 0,6 до 25 мкм. Лінійки можуть мати один чи два робочі торці, одну чи дві шкали (див. рис. 2.1.6, а).
Штрихові рулетки виготовляють довжиною 1, 2, 3, 5, 10, 20, 50 і 100 м. Для навчальних та побутових потреб виготовляють штрихові лінійки з пластмас, дерева та інших матеріалів, які через низьку точність не використовують у машинобудуванні.
Точність штрихових лінійок та кутомірів регламентована відповідними стандартами, згідно з якими відхилення номінальних значень розмірів між сантиметровими позначками шкал лінійок і десятковими позначками шкал кутомірів не перевищують ±0,1 мм, а між міліметровими та градусними позначками відповідно шкал лінійок і кутомірів — ±0,05 мм.
Точність вимірювання штриховими лінійками згідно зі стандартами і залежно від класу їх точності може бути від 0,1 мм для зразкових та 0,5 мм для робочих лінійок і відповідно 0,5° для штрихових плоских кутомірів.
Вимірювання штриховими ЗВТ здійснюють, накладаючи їх на вимірювані поверхні виробів. У разі незручності вимірювання деяких розмірів (діаметрів циліндричних поверхонь, глибини западин, глухих отворів) використовують допоміжні технологічні пристрої (кронциркулі, глибиноміри тощо).
Дата добавления: 2015-02-07; просмотров: 2007;