Организация и управление инструментальным хозяйством
На предприятиях применяются централизованный, децентрализованный и смешанный методы организации инструментального хозяйства.
При централизованном методе на предприятии создается инструментальный отдел, в состав которого входят инструментальные цехи, участки, отделения и склады, обеспечивающие подразделения предприятия необходимым инструментом. На небольших предприятиях такую систему обеспечения подразделений могут выполнять группы инструментального хозяйства или отдельные исполнители.
При децентрализованном методе каждый цех предприятия самостоятельно обеспечивает собственное производство необходимым инструментом и оснасткой.
При смешанном методе работы распределяются между подразделениями инструментального хозяйства: инструмент изготовляет инструментальный цех, содержит и распределяет его Центральный Инструментальный Склад (ЦИС), ремонтируют и восстанавливают — цехи основного и вспомогательных производств. Структура органов управления и материальная база инструментального хозяйства определяются масштабом, характером и типом основного производства, а также степенью применяемости стандартного инструмента. Общее руководство, организацию и планирование инструментального хозяйства осуществляют:
• на крупных предприятиях — ИНО, подчиненный заместителю главного инженера по подготовке производства — главному технологу;
• на средних — БИХ, подчиненное главному технологу предприятия;
• на небольших — ГИХ или отдельные исполнители, входящие в состав технологического отдела предприятия.
От организации инструментального хозяйства во многом зависят степень использования производственных мощностей, ритмичность работы предприятия, качество и трудоемкость изготовления продукции. Рассмотрим структуру и особенности функционирования основных структурных подразделений инструментального хозяйства крупного машиностроительного предприятия.
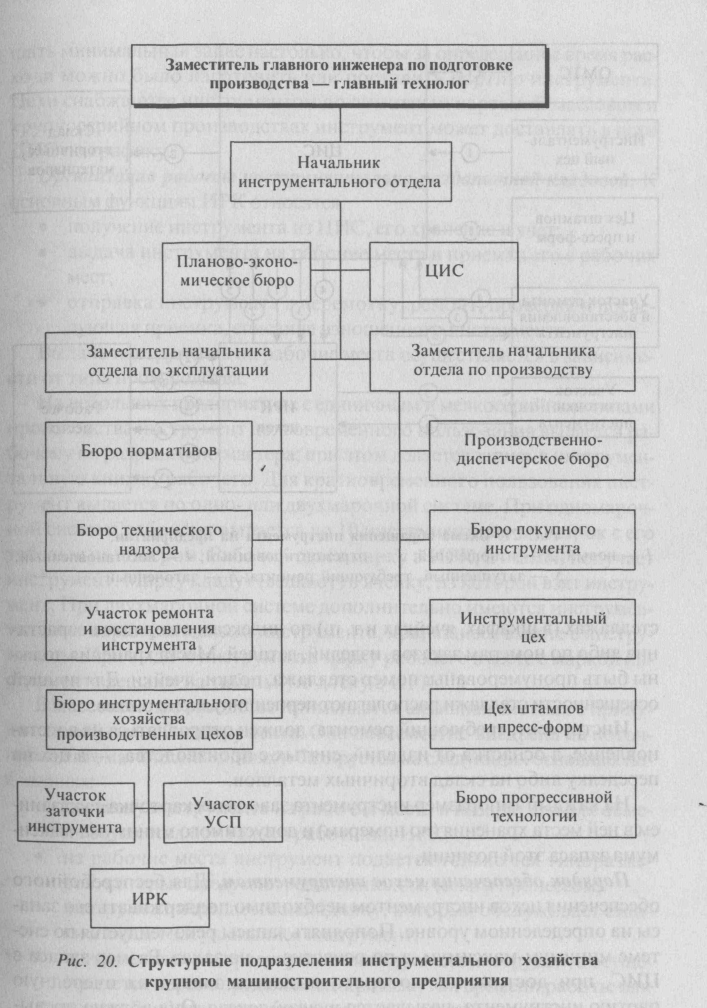
Инструментальный отдел. На предприятиях с корпусной (блочной) производственной структурой организуется инструментальное производство (инструментально-штамповочный корпус), в состав которого входят инструментальный и штамповый цехи и подразделения, обычно относящиеся к ИНО (рис.). Деятельность ИНО направлена на своевременное обеспечение предприятия стандартным и специализированным инструментом.
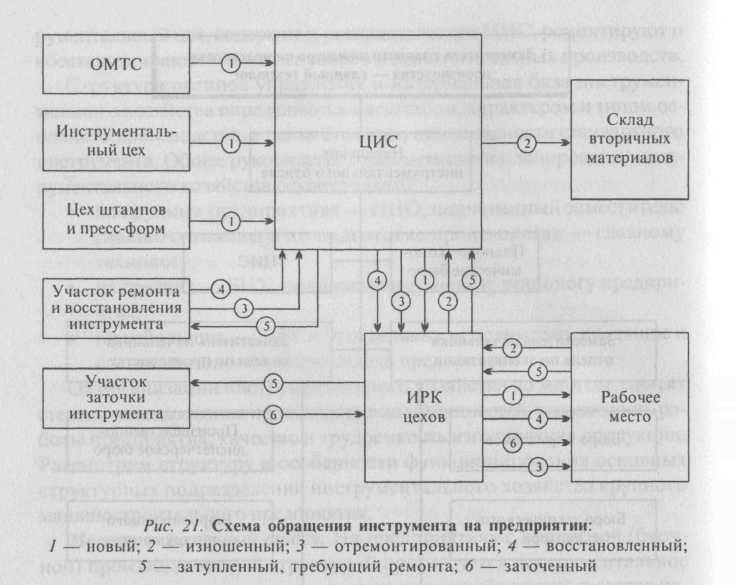
Организация центрального инструментального склада. К основным функциям ЦИС относятся приемка, хранение, учет и выдача инструмента цехам (рис.). Инструмент, поступающий от внешних поставщиков через ОМТС и от инструментального и штампового цехов, принимается по сопроводительным документам: по количеству его проверяет работник ЦИС, а по качеству — мастер ОТК в ЦИС. Громоздкая оснастка передается непосредственно в цех с соответствующим оформлением документов через ЦИС.
Хранение инструмента. Инструмент хранится в сухом отапливаемом помещении, разделенном на отделения, в каждом из которых находится инструмент определенного класса (режущий, измерительный, слесарно-монтажный, абразивный и т. п.).
Инструмент складируется на стеллажах (в шкафах, ячейках и т. п.) по индексам в порядке возрастания либо по номерам заказов, изделий, деталей. Места хранения должны быть пронумерованы: номер стеллажа, полки, ячейки. Для лучшей освещенности стеллажи располагают перпендикулярно окнам.
Инструмент, требующий ремонта, должен отправляться на восстановление, а оснастка от изделий, снятых с производства, — в цех на переделку либо на склад вторичных металлов.
На каждый типоразмер инструмента заводится карточка с указанием в ней места хранения (по номерам) и допустимого минимума-максимума запаса этой позиции.
Порядок обеспечения цехов инструментом. Для бесперебойного обеспечения цехов инструментом необходимо поддерживать его запасы на определенном уровне. Пополнять запасы рекомендуется по системе минимум-максимум, а по оснастке — на заказ. Размер запаса в ЦИС, при достижении которого выдается заявка на очередную партию инструмента, называется точкой заказа. Она должна превышать минимальный запас настолько, чтобы за определенное время расхода можно было изготовить или поставить партию инструмента. Цехи снабжаются инструментом по лимитным картам. В массовом и крупносерийном производствах инструмент может доставлять в цехи ЦИС по графику.
Организация работы инструментально-раздаточной кладовой. К основным функциям ИРК относятся:
• получение инструмента из ЦИС, его хранение и учет;
• выдача инструмента на рабочие места и приемка его с рабочих мест;
• отправка инструмента в перемотку, ремонт, проверка и последующая приемка, списание изношенного инструмента.
Выдача инструмента на рабочие места осуществляется в зависимости от типа производства.
На небольших предприятиях с единичным и мелкосерийным типами производства инструмент долговременного пользования выдается рабочему по разрешению мастера; при этом делается запись в инструментальную книжку рабочего. Для кратковременного пользования инструмент выдается по одно- или двухмарочной системе. При одномарочной системе рабочему выдается до 10 инструментальных марок с его табельным номером. Рабочий сдает марку в ИРК, а взамен получает инструмент. Марку кладут (вешают) в ячейку, из которой взят инструмент. При двухмарочной системе дополнительно имеются инструментальные марки с индексом инструмента, хранящиеся вместе с инструментом. При выдаче инструмента марку рабочего вместе с маркой инструмента вешают на табельную доску в ИРК.
В массовом производстве применяется активная система с принудительной сменой инструмента. Она повсеместно внедрена на поточных и автоматических линиях и базируется на следующих основных положениях:
• доставку инструмента на рабочие места и возврат его для обмена осуществляют только работники ИРК;
• на рабочие места инструмент подается только тех типоразмеров, которые предусмотрены технологическим процессом;
• инструмент передается наладчику, который обслуживает станки и меняет затупившийся инструмент;
• принудительная (предупредительная) смена инструмента осуществляется через определенные промежутки времени работы или после обработки установленного количества деталей;
• сборка и подналадка инструмента осуществляются вне станка;
• оборотный фонд инструмента создается и поддерживается на уровне, обеспечивающем возможность принудительной его замены;
• на поточных и автоматических линиях устанавливаются специально оборудованные шкафы с необходимым запасом инструментов для обеспечения их бесперебойной работы.
Весь инструмент, поступивший в ИРК с рабочих мест, должен подвергаться технической проверке и при необходимости направляться в заточку или на ремонт.
Организация заточки, ремонта и восстановления инструмента. Затупившийся инструмент подлежит заточке. Для этого на предприятиях целесообразно создавать централизованные специальные участки. К преимуществам таких участков относятся следующие:
• возможность специализации рабочих и оборудования на заточке инструмента;
• повышение производительности труда основных рабочих за счет того, что они не занимаются заточкой инструмента — не основного для них вида работы;
• повышение качества инструмента и выпускаемой продукции.
Заточное отделение должно примыкать непосредственно к ИРК. Это упрощает передачу инструмента в переточку и последующую его приемку.
Ремонтировать инструмент целесообразно в том случае, если расходы на его ремонт не превышают остаточной стоимости инструмента. Ремонт оснастки необходимо осуществлять в соответствии с ЕСППР, т. е. он должен быть планово-предупредительным.
Организация работы инструментального цеха (если на предприятии имеется отдельный цех штампов и пресс-форм, то все рассмотренные особенности относятся и к нему). Производство инструмента относится к единичному и мелкосерийному типам. Изготовляют инструмент на участках цеха, подразделяющихся на заготовительный, механический и слесарный (на крупных предприятиях в состав инструментального цеха входят также участки: кузнечный, термический, металлопокрытий, модельный и др.). Техническая подготовка производства инструмента осуществляется на основании чертежей, поступающих в цех из инструментального отдела, а технология изготовления разрабатывается в цехе. На небольших предприятиях техническую подготовку осуществляет отдел главного технолога. Поступающие в инструментальный цех спецификации и заказы регистрируются в производственно-техническом бюро цеха и передаются в бюро подготовки производства.
Оперативное планирование ведется тем же методом, что и в основных цехах с единичным и мелкосерийным производствами. Инструментальный отдел выдает цеху месячную программу, составленную по классам инструмента или группам, которые соответствуют основным участкам инструментального цеха. Программа выдается в натуральном и денежном выражениях. Работы по заточке, ремонту и восстановлению инструмента включаются суммарно в нормо-часы, определяемые процентом от трудоемкости изготовления инструмента либо статистическим методом по аналогии с прошлыми периодами. В месячной программе необходимо предусматривать резерв в загрузке оборудования для выполнения внеплановых (срочных) работ.
Дата добавления: 2015-01-29; просмотров: 3527;