Виды движения партии деталей
Длительность производственного цикла во многом зависит от способа передачи деталей (изделий) с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
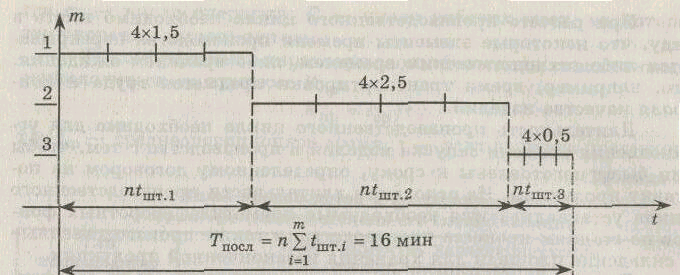
При последовательном виде передача предметов труда на последующую операцию осуществляется только после окончания обработки всей партии деталей на предыдущей. Длительность технологической части производственного цикла при последовательном способе передачи деталей с операции на операцию определяется суммой операционных циклов, каждый из которых представляет собой выполнение одной операции над всеми предметами производства данной партии. Для этого вида движения партии деталей характерны большие перерывы партионности, так как каждая деталь партии, за исключением первой и последней, пролеживает на каждой операции дважды – перед началом обработки и после нее до окончания обработки последней детали в партии. Преимуществом последовательного вида движения партии деталей является отсутствие перерывов в работе рабочих и оборудования на всех операциях. Однако это преимущество проявляется в том случае, если на обработку поступают партия за партией.
График последовательной обработки партии деталей, состоящей из четырех штук на трех операциях с нормами штучного времени соответственно 1,5, 2,5 0,5 мин представлен на графике.
Последовательный вид движения характерен для единичного и мелкосерийного производства.
При параллельном виде движения передача предметов труда от одной операции к последующей осуществляется поштучно или транспортными партиями сразу же после окончания обработки на предшествующей операции, то есть без ожидания изготовления всей партии (рис.2), что существенно сокращает длительность технологической части производственного цикла.
Дата добавления: 2015-01-29; просмотров: 1509;