ПРОМЕЖУТОЧНЫЕ ДАВЛЕНИЯ
В обособленном кривошипном компрессоре наиболее полно представлены функциональные группы деталей и различные системы:
остов машины — рама, станина или картер; фонари; направляющие крейцкопфа;
группа механизма движения — коленчатый вал, коренные подшипники, шатуны, крейцкопфы, маховик;
цилиндровая группа — цилиндры, втулки цилиндров, крышки, узлы уплотнения штока (сальники);
поршневая группа — поршни, поршневые кольца, штоки;
группа распределения — клапаны;
система смазки — масляные насосы, фильтры, маслопроводы, холодильники для масла, маслоотделители и др.;
система охлаждения — промежуточные и концевой холодильники для сжимаемого газа, трубопроводы;
система регулирования — средства регулирования подачи компрессора (цилиндры дополнительных «мертвых» пространств, вспомогательные клапаны, трубопроводы);
группа установки машины — щит с приборами автоматизации, газопроводы, буферные емкости, воздушные фильтры, предохранительные клапаны, ограждение и др.
Неподвижные части компрессора, предназначенные для связи механизма движения и цилиндров, составляют остов машины.
Рама — деталь, в которой укладывается вал; станина — промежуточная часть вертикального компрессора, соединяющая раму с цилиндрами (рис. 17.5, а, б, в);фонарь — переходная деталь, посредством которой цилиндры могут присоединяться к станине. Фонарь имеет окна для доступа к сальнику. Рама и станина, объединенные в одну деталь, называются картером. Картеры применяются преимущественно в сочетании с подшипниками скольжения. Блок-картер включает в себя также цилиндр компрессора (рис. 17.5, г, д).
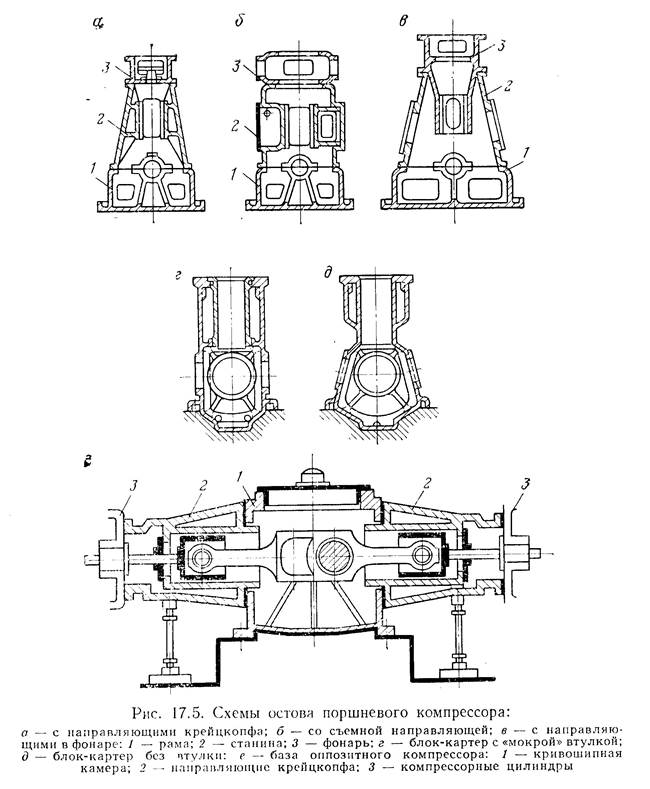
В торцовых стенках картера и блок-картера предусмотрены окна для укладки коленчатого вала с противовесами. Подшипники расположены в корпусах (крышках станины), снабженных фланцами для крепления к картеру. Люки в боковых стенках необходимы для монтажа нижних головок шатунов. В одной из крышек просверлено отверстие, через которое заливается масло и устанавливается маслоуказатель. В донной части смонтирован маслоотстойник, в котором при принудительной смазке механизма движения помещают фильтр масляного насоса. Для устранения опасности повышения давления в полости картера и выброса масла через неплотности эта полость сообщается с атмосферой посредством дыхательного клапана (сапуна).
Направляющие крейцкопфа выполняют в виде вставной в гулки (см. рис. 17.1) или заодно с фонарем (рис. 17.5, в).Одна из направляющих может быть съемной, что облегчает монтаж и регулировку крейцкопфа (рис. 17.5, б). В горизонтальных компрессорах направляющие составляют отдельный узел остова, что удобно для монтажа и проще для изготовления (рис. 17.5, с),либо выполняются заодно с центральной частью остова — кривошипной камерой.
Крейцкопфы различают двух типов — закрытые и открытые. В закрытом крейцкопфе головка шатуна вставляется внутрь, а в открытом — охватывает крейцкопф снаружи. Крейцкопфы малых и средних компрессоров отливают из чугуна заодно с башмаками, а в крупных машинах выполняют с отъемными башмаками, что позволяет регулировать зазор между крейцкопфом и его направляющими. У вертикальных компрессоров станины делают с одной направляющей, а крейцкопф с одним башмаком, закрепленным накладными планками для предотвращения отрыва от направляющей. Поверхность башмаков, изготовленных из чугуна, модифицированного ферробором, или из алюминиевого сплава, термически обрабатывают для получения большой твердости. Крейцкопф может соединяться со штоком двумя резьбовыми втулками Палец крейцкопфа из хромоникелевой стали подвергают цементации и закалке.
Цилиндры, рассчитанные на давление до 6 МПа, изготовляют из чугуна, на давление до 15 МПа — литыми из стали, а на более высокие давления — коваными из стали. Для воздушного охлаждения (при конечной температуре газа до 90° С) на внешней поверхности одностенного цилиндра предусмотрены ребра. При водяном охлаждении (температура газа выше 90° С) чугунные цилиндры отливают заодно с водяной рубашкой, а стальные цилиндры обычно изготовляются со съемным кожухом. Воду подводят к рубашкам цилиндров снизу, а во избежание образования воздушных мешков отводят из самой верхней точки. Для упрощения отливки иногда цилиндры делают составными. Рабочую поверхность цилиндра шлифуют или хонингуют. По концам, менее подверженным износу, ее выполняют конической под углом 15°, чтобы предотвратить образование уступа. Для облегчения сборки поршня один конус расширяется до диаметра разжатого поршневого кольца.
В цилиндры вставляют втулки, отливаемые из перлитного чугуна с высокими антифрикционными свойствами. Втулки бывают двух типов — «сухого» и «мокрого». Втулки «мокрого» типа омываются охлаждающей водой.
Клапаны размещают в цилиндре или в его крышке. Оси клапанов расположены радиально, наклонно или параллельно оси цилиндра. Температура стенок цилиндра у нагнетательных и всасывающих клапанов различная, что приводит к деформации цилиндра и усилению его износа. При расположении клапанов в крышках достигается равномерный нагрев по всей окружности цилиндра. Однако для размещения клапанов в крышке не хватает пространства. При наклонном расположении клапанов в конических крышках (см. рис. 17.1, первая ступень) удается разместить сравнительно большие клапаны при небольшом мертвом пространстве. В цилиндрах малого диаметра устанавливают комбинированные клапаны (в которых всасывающий и нагнетательный клапаны помещены в одном корпусе) или всасывающий клапан устраивают в поршне, а нагнетательный в крышке.
Сальники составляют из пакетов с самоуплотняющимися (под давлением газа) элементами (рис. 17.6, а).Число пакетов зависит от давления в цилиндре. В качестве уплотняющих элементов металлического сальника служат плоские кольца — замыкающее и уплотняющее. Каждое кольцо охвачено браслетной пружиной, создающей предварительное уплотнение между кольцами и поршневым штоком. При работе сальника уплотнение по штоку происходит благодаря избытку давления газа в камере над давлением в уплотняемом зазоре (рис. 17.6, б). Для дросселирования газа иногда устанавливают дополнительные кольца с небольшим зазором по штоку. Подвод масла в кольцевую камеру сальника обеспечивает его смазку, охлаждение, а также гидравлический затвор.
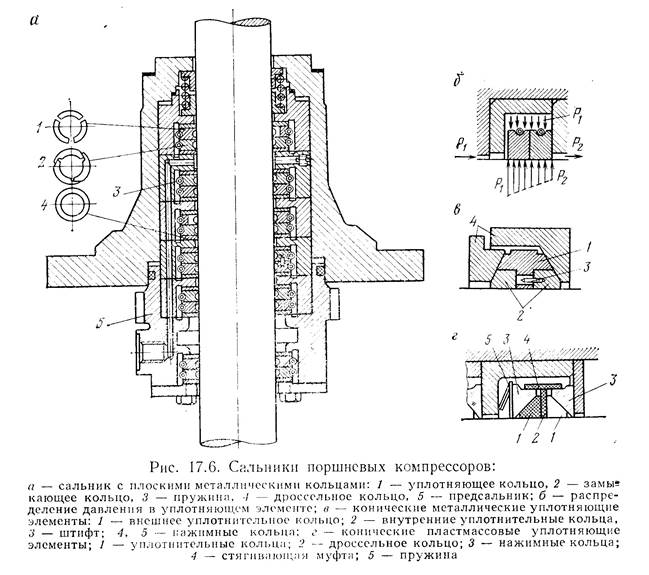
При высоких давлениях применяют сальники с коническими уплотняющими элементами, выполненными из мягкого антифрикционного сплава — бронзы, баббига (рис. 17.6, в).Внешний и внутренний элементы имеют радиальный разрез и охвачены стальными нажимными кольцами. В последнее время широко используют фторопласт и его композиции. В сальнике завода «Борец» (рис. 17.6, г)конические уплотняющие элементы имеют радиальный разрез. Для перекрытия стыков в них служит дроссельное кольцо. Нажимные и дроссельные кольца изготовляют из стеклопластика, а стягивающие муфты— из резины. Начальное уплотнение создается торцовыми коническими пружинами. При низком давлении такие сальники работают без смазки.
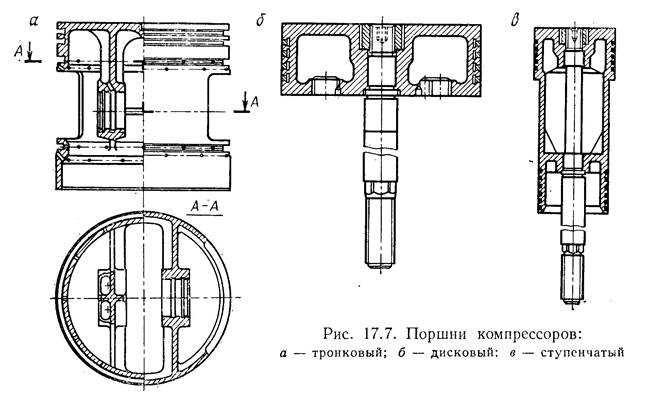
Поршни выпускают открытыми (тронковыми), дисковыми и ступенчатыми (рис. 17 7). Их выполняют составными, сварными или сплошными из чугуна, стали и алюминия. Поршневые кольца изготовляют из высококачественного перлитного чугуна. Они бывают двух видов: уплотняющие и маслосъемные. Кольцо прижимается к цилиндру под действием разнести давлений газа на внутренней и внешней цилиндрических поверхностях кольца, а также под действием сил упругости. На поршни малого диаметра кольца не могут быть надеты их расширением из-за недопустимых напряжений. В этом случае кольца составляют из нескольких частей и под них подкладывают кольцевые пружины (э с п а н-д е р ы). Поршневые кольца выполняют также из пластмассы (такой же, как в сальниках); ввиду недостаточной их упругости под пластмассовые кольца помещают эспандеры.
Клапаны должны закрываться плотно и своевременно, оказывать малое аэродинамическое сопротивление, быть износоустойчивыми и прочными в условиях воздействия высоких температур и динамических нагрузок. В целях предельного снижения массы подвижных частей их изготовляют пластинчатыми. В зависимости от формы пластин и направления потока различают клапаны: кольцевые, ленточные, прямоточные, дисковые.
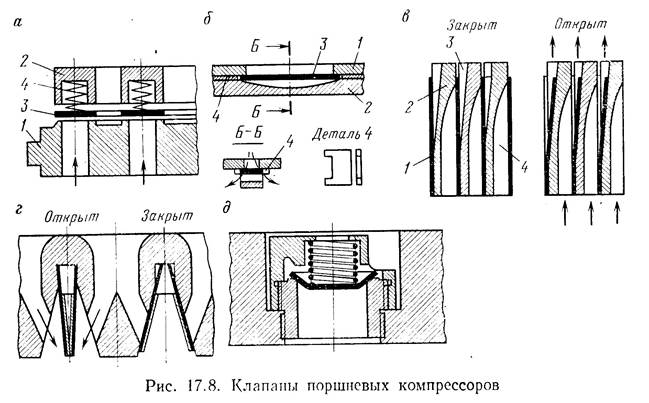
Кольцевой клапан (рис. 17.8, а)состоит из седла 1, ограничителя подъема пластин 2,одной или нескольких кольцевых стальных или пластмассовых пластин 3 и клапанных пружин 4.Эти клапаны применяют главным образом в ступенях высокого давления. Всасывающий и нагнетательный клапаны отличаются только сборкой и установкой.
В ленточном (полосовом) клапане (рис. 17.8, б) пластины 3 самопружинящие. Под перепадом давления они выгибаются в дугообразные углубления ограничителя 2и открывают щель для выхода газа. Необходимые проходные сечения достигаются числом клапанов, собранных на общем седле 1.
В прямоточном клапане (рис. 17.8, в) пластины самопружинящие, но расположены они не перпендикулярно потоку, а параллельно ему, благодаря чему аэродинамические потери в клапане (перепад давления) значительно снижаются. Пластины 1зажаты между седлами 2,которые с одной стороны имеют клиновидный скос 3,куда отгибается пластина при открытии клапана, а на другой стороне — проточные каналы 4,разделенные многочисленными перемычками. Седла и пластины собираются в клапан прямоугольной или круглой формы.
Дисковый клапан отличается тем, что концентрические кольца соединены радиальными перемычками в общем диске, центральная часть которого зажата между седлом и ограничителем подъема, а периферийная свободно отгибается. Дисковые пластины имеют большие проходные сечения, чем кольцевые равных размеров, но их пластины трудоемки в изготовлении.
Круглые клапаны четырех перечисленных типов изготовляются по стандарту (ГОСТ 13529—77), что обеспечивает взаимозаменяемость клапанов. Кольцевые и дисковые используют при давлениях до 40 МПа, а прямоточные и ленточные — до 4 МПа. При сжатии загрязненных и сильно коксующихся или склонных к полимеризации газов лучше работают кольцевые и дисковые клапаны.
Компактный прямоточный клапан типа СГИ (рис. 17.8, г)надежен в работе даже при перекачивании чрезвычайно запыленной среды. Благодаря плавающим пластинам (вместо защемленных на рис. 17.8, б) контактные поверхности самоочищаются от грязи.
В ступенях высокого давления применяют тарельчатые клапаны сферической или конической формы (рис. 17.8, д).
Материалом для изготовления пластин кольцевых клапанов служит главным образом хромистая и хромомарганцовокремнистая сталь; окончательная обработка пластин производится притиркой (класс шероховатости не ниже десятого). Пластины ленточных и прямоточных клапанов изготовляют из пружинной углеродистой или нержавеющей стали, седла — из чугуна, качественных сталей и алюминиевых сплавов.
Смазку цилиндров производят под давлением с помощью лубрикаторов, т. е. многоплунжерных насосов с приводом от механизма компрессора. Каждый плунжер насоса подает строго определенное количество масла в отдельную точку смазки. Система смазки цилиндров проточная, т. е. без замкнутого контура. Система смазки механизма движения — циркуляционная. Она осуществляется принудительно по замкнутому контуру: маслосборник — масляный насос (обычно шестеренный) — фильтр-холодильник — детали механизма движения — маслосборник (рис. 17.9).
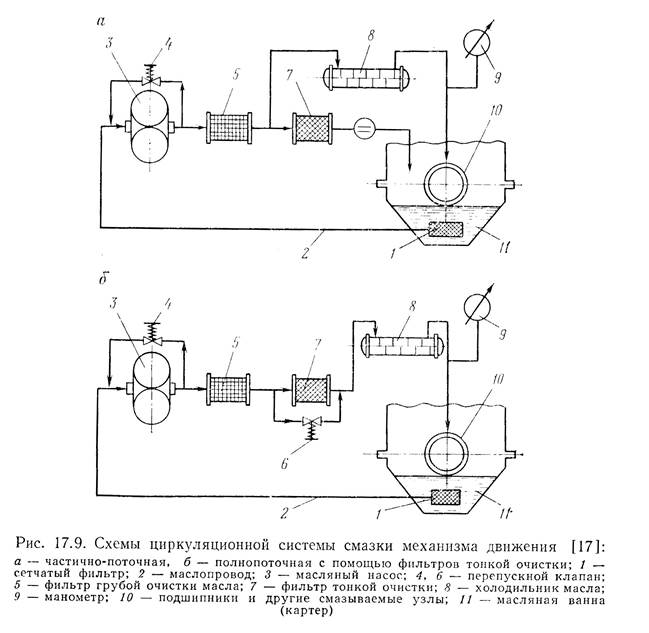
Циркулирующее масло, так жекак и в двигателях, очищается в нескольких ступенях:
I ступень очистки — сетчатым фильтром-маслоприемником, устанавливаемым в маслосборнике, для защиты от попадания в систему примесей крупных размеров;
II ступень — полнопоточными фильтрами грубой очистки (обычно пластинчато-щелевых) от примесей размером 40—250 мкм;
III ступень — фильтрами тонкой очистки (ФТО), выполненными ввиде патронов, заполненных хлопчатобумажной пряжей, или центрифуг (на этой ступени масло освобождается от загрязнений размером 4—5 мкм);
IV ступень — магнитными или химическими фильтрами, а также с помощью электрических методов [17].
В небольших компрессорах маслосборником обычно служит поддон картера, а холодильник для масла может отсутствовать.
Наиболее простая система смазки — разбрызгиванием масла из картера. Брызги масла, захватываемого шатунами, оседают на части поверхности цилиндров, а затем переносятся поршнями по остальной поверхности. Оседая в карманах, масло растекается из них к трущимся поверхностям механизма движения. Недостатки такого способа смазки: постепенное загрязнение масла (оно не фильтруется), малая эффективность смазки механизма движения, нерегулируемость подачи масла в цилиндры, обычно с превышением нормы. Поэтому смазку разбрызгиванием применяют лишь в малых компрессорах.
Для отделения от сжатого газа или воздуха масла и влаги служат масловлагоотделители (сепараторы), установленные непосредственно после холодильников. Их принцип действия основан на инерции: при повороте струи газа частицы жидкости, имеющие более высокую плотность, выпадают из струи. При давлении газа выше 10 МПа отделение масла и влаги осуществляют в фильтрах.
ПРОМЕЖУТОЧНЫЕ ДАВЛЕНИЯ
Оптимальное распределение давлений можно получить для заданной степени повышения давления выбором соответствующих рабочих объемов в ступенях. Если же имеется компрессор с данными размерами цилиндров, то промежуточные давления устанавливаются при работе компрессора сами собой в зависимости от начального и конечного давлений.
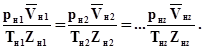
Для установившегося режима вследствие постоянства количества газа, проходящего через все ступени (если не учитывать конденсацию газа между ступенями и разницу в утечках), справедливо приближенное равенство
 (19.4)
(19.4)
Имея в виду, что  , и учитывая только различие в объемных коэффициентах отдельных ступеней, из предыдущего выражения получим
, и учитывая только различие в объемных коэффициентах отдельных ступеней, из предыдущего выражения получим
Отношения начальных давлений в двух соседних ступенях зависят только от отношения их рабочих объемов, объемных коэффициентов, начальных температур и коэффициентов сжимаемости.
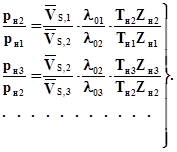
Если не учитывать влияния мертвых пространств (через l0i) и различия в начальных температурах, то для идеального газа при ориентировочном расчете можно считать, что

 и т. д.,
и т. д.,
т. е. при заданном начальном давлении все промежуточные давления зависят только от соотношения рабочих объемов в ступенях компрессора и поэтому остаются неизменными при всех частотах вращения вала и конечных давлениях.
В действительности на распределение промежуточных давлений влияют многие факторы, главным из которых является соотношение объемных коэффициентов (при отсутствии промежуточного отбора газа).
Если компрессор работает при конечном давлении, которое меньше номинального, то это сказывается главным образом на последней (z-й) ступени, в которой уменьшается степень повышения давления. Как следствие этого, возрастают объемный коэффициент l02 и объемный расход газа на входе в z-ую ступень. Новому соотношению  и
и  соответствует пониженное давление в коммуникации. В свою очередь, хоть и в меньшей мере, чем в z-й ступени, это приводит к повышению объемного коэффициента в предпоследней ступени и к уменьшению начального давления этой ступени и конечного давления предыдущей. Таким образом, снижение давления на выходе компрессора вызывает падение всех промежуточных давлений и перераспределение степеней повышения давления, что заметнее проявляется в последней ступени. Поскольку степень повышения давления в первой ступени e1 все же снижается, то объемный расход газа на входе компрессора при пониженном конечном давлении возрастает, причем с увеличением числа ступеней этот эффект становится менее заметным. Мощность компрессора при этом падает, главным образом за счет разгрузки последних ступеней. Повышение давления на выходе сверх номинального по соображениям безопасности не допускается и ограничивается предохранительным клапаном.
соответствует пониженное давление в коммуникации. В свою очередь, хоть и в меньшей мере, чем в z-й ступени, это приводит к повышению объемного коэффициента в предпоследней ступени и к уменьшению начального давления этой ступени и конечного давления предыдущей. Таким образом, снижение давления на выходе компрессора вызывает падение всех промежуточных давлений и перераспределение степеней повышения давления, что заметнее проявляется в последней ступени. Поскольку степень повышения давления в первой ступени e1 все же снижается, то объемный расход газа на входе компрессора при пониженном конечном давлении возрастает, причем с увеличением числа ступеней этот эффект становится менее заметным. Мощность компрессора при этом падает, главным образом за счет разгрузки последних ступеней. Повышение давления на выходе сверх номинального по соображениям безопасности не допускается и ограничивается предохранительным клапаном.
Начальное давление влияет на промежуточные непосредственно. При отсутствии мертвых пространств все промежуточные давления изменились бы пропорционально начальному. В действительности степени повышения давления в низших ступенях не остаются прежними, а принимают новые значения, причем изменение более заметно в последних ступенях.
Процесс ступенчатого сжатия газа по характеру изменения его состояния приближается к одноступенчатому изотермическому. Поэтому, как и в случае одноступенчатого компрессора, работающего в области e > eэ (см. параграф. 78), с падением начального давления (при неизменном конечном давлении) мощность компрессора падает. Однако в связи с увеличением e конечные температуры газа во всех ступенях возрастают, особенно в последней ступени, и могут достигнуть опасного предела. Поэтому снижение давления на входе многоступенчатого компрессора может производиться только в определенных границах.
 Увеличение начального давления по сравнению с номинальным в этом смысле безопасно, но оно ограничивается, во-первых, располагаемой мощностью привода, а, во-вторых, прочностью деталей компрессора.
Увеличение начального давления по сравнению с номинальным в этом смысле безопасно, но оно ограничивается, во-первых, располагаемой мощностью привода, а, во-вторых, прочностью деталей компрессора.
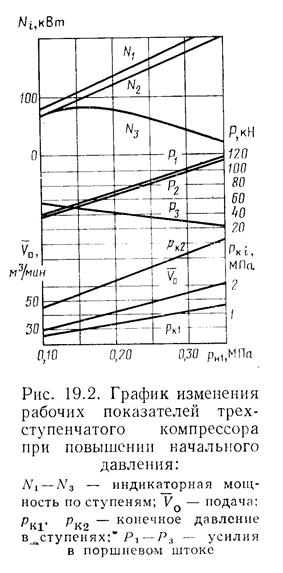
На рис. 19.2 показано изменение указанных величин при повышении давления на приеме трехступенчатого компрессора 8ГК-3. Объемная подача изменяется линейно, поскольку плотность всасываемого газа пропорциональна начальному давлению, а влияние объемного коэффициента первой ступени не ощущается. Так же, в линейной зависимости, возрастают мощности и усилия в поршневых штоках первой и второй ступеней. В третьей ступени с увеличением начального давления при неизменном значении конечного мощность изменяется так же, как в одноступенчатом компрессоре: сначала возрастает, а затем падает. Усилие в поршневом штоке третьей ступени уменьшается. Суммарная мощность возрастает, но вследствие увеличение подачи удельный расход мощности на сжатие газа сокращается.
Поскольку детали компрессора, в частности, поршневые штоки рассчитаны на передачу определенных усилий, то использование мощности компрессора при повышенном начальном давлении оказывается возможным, если только заменить цилиндры для снижения объема всасываемого газа и усилий в штоках.
Изменение промежуточных давлений при постоянных условиях всасывания в первую ступень, неизменном конечном давлении и неизменной температуре охлаждающей воды служит признаком неисправности компрессора.
Уравнение баланса массовых расходов (19.4) позволяет судить о влиянии неисправностей на промежуточные давления. При повышении сопротивления всасывающей линии, вызванном загрязнением фильтра, снижается начальное давление первой ступени и все промежуточные. Повышение сопротивления в промежуточных коммуникациях увеличивает давление газа только перед сопротивлением, а давление при входе в следующую ступень практически не изменяется.
С ухудшением охлаждения в промежуточном холодильнике вследствие увеличения объема газа, подаваемого к следующей ступени, промежуточное давление повышается. Неплотности клапанов и поршневых колец в первой ступени уменьшают объем всасываемого газа, врезультате чего все промежуточные давления снижаются.
Если же такая неисправность возникает в другой ступени и объем газа, всасываемого этой ступенью, уменьшается, то это приводит к повышению плотности газа и давления перед ступенью.
| <== предыдущая лекция | | | следующая лекция ==> |
| РАБОЧИЕ ОРГАНЫ И СИСТЕМЫ | | | ПЛАСТИНЧАТЫЕ КОМПРЕССОРЫ |
Дата добавления: 2015-01-21; просмотров: 2117;