Модельный комплект
Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект включают модели, модельные плиты, стержневые ящики и другие приспособления.
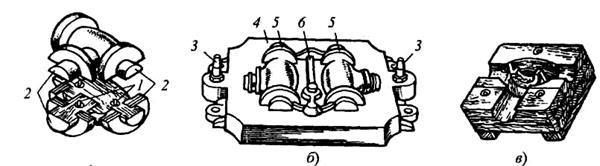
Рис. 5.2 – Литейная модель (а), модельная плита (б) и стержневой ящик (в) для корпуса вентиля: 1 – центрирующие шипы; 2 – стержневые знаки; 3 – центрирующие штыри; 4 – металлическая плита; 5 –  модели отливок; 6 – модели элементов литниковой системы
модели отливок; 6 – модели элементов литниковой системы
Литейная модель (рис. 5.2, а) – приспособление, с помощью которого в литейной форме получают полость с формой и размерами, близкими к конфигурации получаемой отливки. Модели бывают неразъемные, с отъемными частями и др.
Модельная плита (рис. 5.2, б) – металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применяют, как правило, при машинной формовке.
Стержневой ящик (рис. 5.2, в) – приспособление, служащее для изготовления стержней. Стержневые ящики бывают цельные, разъемные, вытряхные и др.
Исходным документом для разработки чертежа модельно-литейных указаний является чертеж детали (рис. 5.3, а), на котором указаны разъем модели и формы, положение отливки в форме при разливке, припуски на механическую обработку, формовочные уклоны, число стержней, размеры стержневых знаков, границы стержней и т.п. Оформление чертежей элементов литейной формы и отливки осуществляется по ГОСТ 3.1125-88.
 Поверхность разъема модели и формы должна обеспечивать свободное извлечение модели из формы при минимальном числе стержней и отъемных частей. При этом обрабатываемые поверхности отливки должны находиться преимущественно в нижней полуформе, что гарантирует получение плотной обрабатываемой части отливки.
Поверхность разъема модели и формы должна обеспечивать свободное извлечение модели из формы при минимальном числе стержней и отъемных частей. При этом обрабатываемые поверхности отливки должны находиться преимущественно в нижней полуформе, что гарантирует получение плотной обрабатываемой части отливки.

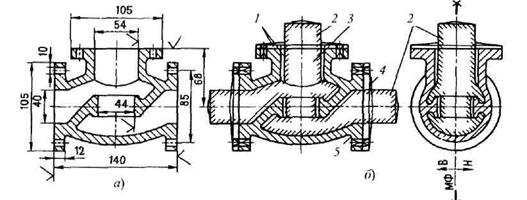
Рис. 5.3 – Чертежи детали (а) и элементов литейной формы (б) для корпуса вентиля: 1 – припуск на механическую обработку; 2 – стержневые знаки; 3 – стержни; 4 – формовочные уклоны; 5 – сопряжения стенок;
На чертеже поверхность разъема модели и формы обозначают линией МФ и стрелками направления верха В и низа Н (рис. 5.3, б).
Припуск на механическую обработку 1 – это слой металла, удаляемый в процессе механической обработки отливки с ее обрабатываемых поверхностей для обеспечения заданной геометрической точности и качества поверхностного слоя детали. На чертеж припуск на механическую обработку наносят сплошной тонкой линией. Перед знаками обработки цифрами указывают величину припуска в соответствии с ГОСТ 26645- 85.

 Формовочные уклоны 4 служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы. Величину формовочных уклонов выбирают по ГОСТ 3212-92 и указывают в чертеже.
Формовочные уклоны 4 служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы. Величину формовочных уклонов выбирают по ГОСТ 3212-92 и указывают в чертеже.
Сопряжения стенок 5 в отливках выполняют скруглениями для облегчения извлечения модели из формы, предотвращения появления трещин и усадочных раковин в отливках.
Для получения отливки с заданными размерами ее модель должна быть больше отливки на величину усадки. Поэтому в чертеже литейно-модельных указаний показывают величину усадки в процентах.
При разработке чертежа элементов литейной формы обозначают все стержни 3, форму и размеры стержневых знаков 2, границы стержней, указывают плоскости набивки стержней, каналы для сбора газов и места их вывода из стержня.
Конфигурация стержневых знаков и их размеры должны обеспечивать легкую установку стержней в форму и их устойчивость. С этой целью предусматривают специальные замки. Размеры стержневых знаков назначают по ГОСТ 3212-92 с учетом размеров стержня, способа формовки и его положения в форме.
Модели и стержневые ящики для единичного и серийного производства изготовляют деревянными, а для массового производства – из чугуна, алюминиевых сплавов, пластмассы.
 Металлические модели, модельные плиты и стержневые ящики изготовляют из литых заготовок, полученных литьем в песчаные формы по деревянным моделям. Заготовки затем обрабатывают на универсальных, токарных, фрезерных, шлифовальных, сверлильных и других станках. После обработки модели монтируют на заранее подготовленных плитах.
Металлические модели, модельные плиты и стержневые ящики изготовляют из литых заготовок, полученных литьем в песчаные формы по деревянным моделям. Заготовки затем обрабатывают на универсальных, токарных, фрезерных, шлифовальных, сверлильных и других станках. После обработки модели монтируют на заранее подготовленных плитах.
Металлические модельные плиты и стержневые ящики используют в массовом и крупносерийном производствах. Они более долговечны, точны, имеют малую шероховатость поверхности и не деформируются при хранении. Изготовление литейных форм с применением металлических модельных плит и стержневых ящиков обеспечивает большую точность и хорошее качество поверхности отливок.
 | |||||
 | |||||
| | |||||
Дата добавления: 2015-03-26; просмотров: 1642;