Тістоформувальні машини.
Призначені для надання шматкам тіста відповідної форми.
Форма тістової заготовки визначається видом готового виробу: куляста, сигароподібна або циліндрична. Формування може відбуватись двома способами: обробленням шматків тіста робочими органами, що рухаються і штампуванням.
Перший спосіб включає три операції округлювання кусків, їх попереднє вистоювання і кінцеве оброблення з наданням форми.
Округлювання необхідно для згладжування нерівностей і створення плівки, яка перешкоджає виходу газів, що сприяє збільшенню об‘єму і формуванню рівномірної пористісті.
Для запобігання прилипання тіста до робочих органів вони обдуваються повітрям, посипаються борошном, покриваються полімерами.
Округлення та закатування шматків тіста досягається тим, що вони прокатуються між двома робочими поверхнями, піддаючись одночасно певному тиску.
Формування округленням відбувається під впливом двох робочих поверхонь, що перебувають у взаємному відносному переміщенні, що впливають на тістову заготівку і забезпечують її переміщення в двох взаємно перпендикулярних площинах, що необхідно для надання тістовій заготовці круглої форми.
Як правило, одна з формувальних поверхонь машини – транспортувальна, переміщує заготівку в одному напрямку; інша - формувальна, встановлена під кутом до несучої, змінює напрям переміщення заготовки. Зусилля деформації, форма і час округлення залежить від кута нахилу і конфігурації формувальної поверхні.
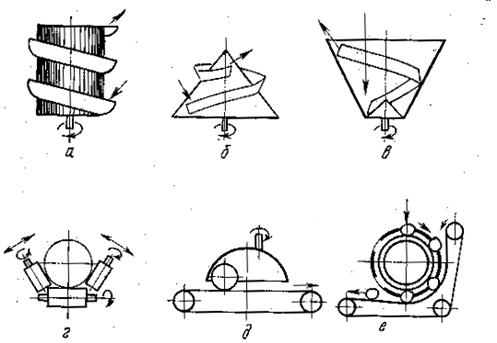
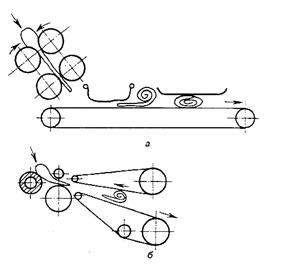
На рис 6.1 наведено найпоширеніші способи округлення тістових заготовок.
|
| Рис.6.1. Схеми тістоокруглювальних машин: а - з циліндричною несучою і спіральною формувальною поверхнями; б - з конічними рухомою і зовнішньою спіральною формуючою поверхнями; в - з конічною рухомою і внутрішньою спіральною формувальною поверхнями; г - з горизонтальним стрічковим несучим органом і двома нахиленими стрічковими формуючими органами; д - з горизонтальним стрічковим несучим органом і сферичним формуючим органом; е - з несучим органом у вигляді барабана і формуючим у вигляді стрічкового транспортера. |
Машини з циліндричною несучою і спіральною формувальною поверхнями використовуються для формування заготовок масою 0,8...2,0 кг з пшеничного тіста. Округлювачі цього типу мають порівняно з іншими найбільшу формвальну ділянку. Довжина шляху, яким прокочується заготовка, досягає 4,5 метрів. Тісто подається в машину знизу, тістова заготовка виходить вгорі.
До недоліків машини потрібно віднести відхилення заготовки від сферичної форми внаслідок її недостатнього обертання навколо горизонтальної осі, яке здійснюється за рахунок вертикального переміщення її по циліндричній поверхні.
Ступінь округлення регулюється за рахунок зміни довжини шляху, який проходить заготовка. Для цього змінюється початкове місце, в яке подається заготовка.
Машини з конічними рухомою і зовнішньою спіральною формувальною поверхнями використовуються для формування заготовок масою 0,4...1,8 кг з пшеничного тіста. Машини можуть мати дві і більше формувальні спіралі по яких послідовно проходить заготовка. Довжина шляху округлення регулюється так само, як у попередньому випадку.
В машинах з горизонтальним стрічковим несучим органом і двома похилими стрічковими формувальними органами функції несучого і формувального органів виконують стрічкові транспортери з гнучкою стрічкою. Для забезпечення якісного округлення всі транспортери приводяться в рух з різними швидкостями і в різних напрямках. Заготовка, яка рухається між ними, обертається у всіх площинах, пройдений нею сумарний шлях у кілька разів перевищує довжину робочої ділянки машини.
Внаслідок такого впливу поверхня заготовки отримує інтенсивний механічний вплив, але форма її трохи відрізняється від сферичної.
Машина з горизонтальним стрічковим несучим органом і сферичним формувальним органом призначена для округлення заготовок дрібноштучних виробів, до яких відносять булочки масою 0.05... 0,15 кг. Попереднє формування заготовок для таких виробів здійснюється на багаторядних машинах і відбувається шляхом валкового нагнітання і утворення стрічки тіста з подальшим її розрізання обертовим ножем.
Несучий транспортер рухається періодично, довжина одного пробігу дорівнює кроку між тістовими заготовками по довжині. Сферична формувальна поверхня - чаша з вертикальною віссю обертання, яка не збігається з геометричною віссю чаші, періодично опускається на шматок теста, здійснює обертово-поступальні рухи, а потім піднімається. Таких чаш на шляху заготовки розташовано 4...6, тому округлення відбувається багато разів.
Конструктивно такий округлювач компонується в один блок з поділильною машиною, оскільки вони працюють узгоджено.
Інтенсивність механічного оброблення заготовки можна регулювати шляхом зміни відстані між сферою і транспортером, а довжину регулюють, змінюючи кількість рядів сфер на формувальній плиті.
Багаторазове оброблення заготовок призводить до того, що форма їх близька до ідеального кулі.
Формувальною поверхнею машин з несучим органом у вигляді барабану і формувальним у вигляді стрічкового транспортера є транспортерна стрічка, що огинає барабан. Барабан має комірки, в які потрапляють тістові заготовки. Під ним всередині знаходиться циліндричний піддон, на які заготовки спираються. Транспортерна стрічка утримує шматки тіста у комірках, а також провертає їх навколо горизонтальної осі за рахунок різниці швидкостей несучого барабана і стрічкового транспортера.
Такі округлювачі, як і попередня модель, є багаторядними і розраховані на тістові заготовки з пшеничного тіста масою 0.04...0.12 кг. Конструктивно вони об'єднані з подільним механізмом в один агрегат. Регулювання впливу на тісто відбувається шляхом зміни зазору між барабаном і стрічкою транспортера, а також набором змінних барабанів.
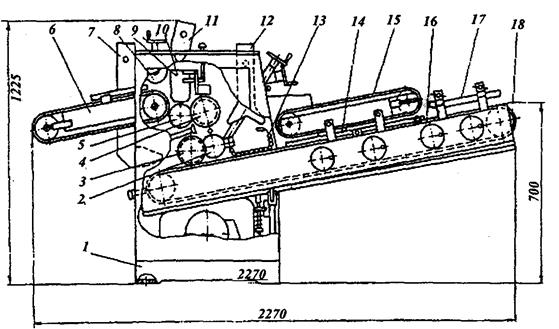
Тістоокруглювач Т1-ХТН (рис.6.2) призначений для округлення тістових заготовок із пшеничного тіста масою 0,2...1,0 кг. Відноситься до машин з конічною несучою і внутрішньою конічною формувальною поверхнями. За таким принципом створено багато машин, що пояснюється простотою і компактністю конструкції.
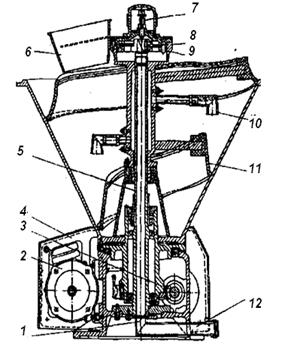
| Рис. 6.2. Тістоокруглювач Т1-ХТН: 1 - вал червяка ; 2 – електродвигун; 3 –редуктор; 4 – корпус; 5 – вал, на якому закріплена спіраль; 6 -приймальна воронка; 7 – гвинт; 8 – диск; 9 – пальці; 10 – патрубки; 11 - формувальна спіраль; 12 - труба. |
Всередині корпусу розміщені приводний електродвигун, двоступенева клинопасова передача та черв'ячний редуктор. Вал черв'яка всередині порожній, крізь нього проходить вал, на якому закріплені формувальна спіраль і повітроподавальні патрубки, які призначені для обдування тістових заготовок з метою запобігання прилипання тіста до металу.
Повітря для обдування подається через трубу з централізованої заводської магістралі.
Внутрішню спіраль можна повертати і фіксувати в певному положенні за допомогою диска з отворами і пальцями. для точного напрямку подальшої траєкторії готової заготовки, яка випадає з машини. Для регулювання відстані між стінкою чаші і формувальною спіраллю призначений гвинт.
Заготовки подаються в нижню частину округлювача через приймальну воронку. Клинопасова передача має два типорозміри шківів. Це дозволяє поступово змінювати частоту обертання чаші.
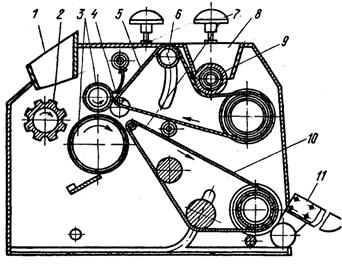
Тістоокруглювальна машина «Гостол» з конічною зовнішньою несучою поверхнею (рис. 6.3).
Несучий корпус має рифлену поверхню, формувальна спіраль складної форми, що забезпечує розміщення двох витків, що дозволяє значно подовжити оброблення заготовок. На спіраль нанесено тефлонове покриття, яке має низьку адгезійну здатність.
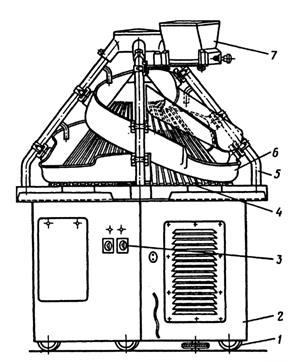
| Рис. 6.3. Тістоокруглювальна машина «Гостол»: 1 – ролики, 2 – станина, 3 – пульт управління, 4 – несучий конус, 5 – стояки, 6 – формувальна спіраль, 7 – борошносипач |
Тістоокруглювальна машина «ВОСХОД ТО-5»(рис. 6.4) з оперативним регулюванням жолоба призначена для створення однорідної структури тістової заготовки, часткового виділення діоксиду вуглецю і надання тістовим заготовкам кулеподібної форми.
Тістоокруглювач успішно експлуатується в лініях виробництва хлібобулочних виробів, укомплектованих як обладнання фірми «ВОСХОД»: тістоподільниками «Восход-ТД-2М», «Восход-ТД-3М», «Восход-ТД-4», шафами попереднього вистоювання «Бриз плюс», тістозакатувальними машинами «Восход-ТЗ-3М», «Восход-ТЗ-4М», «Восход-ТЗ-6.
Конструктивня рішення, які забезпечує якісне округлення тістових заготівок і широкі технологічні можливості тістоокруглювачів:
· зручне регулювання жолоба - тістоокруглювальна машина «Восход ТО-5» має фіксуючу рукоятку, яка дозволяє регулювати жолоб;
· збільшений до 4,0 м шлях тістової заготовки;
· можливість встановлення тістоокруглювача в двох положеннях відносно подавального пристрою: завантаження зі сторони панелі управління або зі сторони, протилежної від лотка;
· обдув тістових заготівок під час округлення підігрітим, не підігрітим повітрям, можливість вимкнення обдува;
· покриття робочих поверхонь конуса, жолобів і подавального лотка сталафлоном (аналог тефлона) – матеріалом з низькими адгезійними властивостями;
· накладки, які входять у склад округлювального жолоба, дають можливість виключити «відщипування» шматочків від тістових заготовок, мають складний нелінійний профіль, вироблені з сучасного полімерного матеріалу – каплена, дозволеного використовувати у харчовій промисловості;
· чотири поворотні колісні опори, дві з яких забезпечені гальмами-фіксаторами;
· стіл з огородженням для збору борошняного пилу;
· борошнопосипач з можливим регулювання витрат боршна.
|
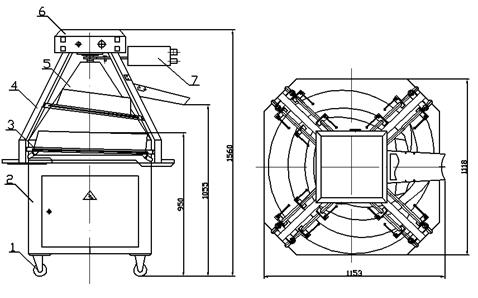
| Рис. 2.1. Тістоокруглювальна машина «Восход ТО-5»: 1 – ролики з фіксуючим гвинтом; 2 – чотирикутна станина; 3 – формувальна спіраль; 4 – чотири стояки; 5 – несучий конус; 6 – пульт управління; 7 – борошнопосипач з вібраційним регулювальним приводом. |
Тістоокруглювачі зі стрічковими несучими і формувальними поверхнями (рис. 6.5) призначені в основному для формування заготовок масою 0,5—2,5 кг з житнього і житньо-пшеничного тіста.
Найпоширеніші округлювачі фірм "Вернер унд Пфляйдерер" (Германія) і "Ельгеп" (Угорщина).
Стрічковий округлювач достатньо добре обробляє тістову заготовку, однак при виході з машини вона не має строго кулястої форми. Остання вимога не грає суттєвої ролі при виробленні циліндричних, сигароподібних і круглих подових виробів, оскільки вони після округлювача проходять ще додаткове формування в закатних машинах і вічках вистійних камер.
Округлювач змонтований на похилій станині, розташований на тумбах.
Передня тумба лежить на двох роликах, задня — на двох штифтах. Роль несучих поверхонь виконують два транспортери, що рухаються в протилежних напрямках. Роль формувальної поверхні виконують самі транспортери і нерухома поверхня між ними.
Привод, який складається з електродвигуна і черв'ячного редуктора, розташований в тумбі .

| Рис. 6.5. Стрічкова тістоокруглювальна машина: 1 – ролики; 2, 4 – тумби; 3 – станина; 5 – штифти; 6, 8 – транспортери; 7 – нерухома поверхня. |
Привод здійснюється від редуктора через шарнір Гука до валика ведучого барабана. На транспортерній стрічці привулканізований виступ у вигляді клинового паса, який утримує стрічку транспортера від збігання по шківу. Валики барабана встановлені в двох підшипниках на кронштейнах з можливістю переміщення. Конструкція привода дозволяє регулювати кут нахилу барабанів і відстань між ними в залежності від маси і властивостей тістової заготовки.
Тістозакочувальні машинипризначені для надання тістовим заготовкам видовженої форми.
Процес закочування складається із трьох операцій: розкачування в млинець, закручування в рулон і прокачування рулону.
Спочатку заготовка розкачується в млинець за допомогою двох пар валків потім скачується в рулон за допомогою панцирної сітки, рифленого валка, потім прокачується між транспортером і формувальною плитою.
Формування закочуванням тістової заготовки відбувається під впливом на заготівку двох робочих поверхонь, що перебувають у взаємному відносному переміщенні, що забезпечують надання тістовій заготівці циліндричної або сигароподібної форми.
Одна з працюючих поверхонь рухома і переміщує тістову заготовку в напрямку потоку. Інша може бути нерухомою або рухається в протилежному напрямку з меншою швидкістю, що забезпечує більш тривалу обкатку.
Тістова заготівка проходить більш тривалий шлях при обкатці на меншій довше формуючого ділянки.
Робочі поверхні можуть бути виконані у вигляді стрічкових транспортерів, плоских або профільованих не рухомих площин або у вигляді обертових барабанів.
Тістові заготовки з пшеничного тіста, мають великою пружність і еластичність піддаються в тістозакочувальних машинах інтенсивній обробці для забезпечення рівномірної пористості м'якушки.
На рис. 6.6 представлені схеми закочування тістових заготовок
| Рис. 6.6. Схеми закочування тістових заготовок |
Машина для булочних виробів середньої маси (рис. 6.6 а) використовується в основному для формування заготовок батоноподібних виробів масою 0,2...0,5 кг. Тістова заготовка, потрапляючи в машину, спочатку розкочується в млинець двома парами валків, які обертаються назустріч один одному. Потім заготовка потрапляє на стрічковий транспортер, взаємодіє з металевою сіткою, згортається в рулон і прокочується під формувальною плитою. Після такого оброблення заготовка добре утримує форму на всіх подальших технологічних операціях.
Машина для булочних виробів малої маси при виробництві рогаликів (мал. 6.6 б). Вона має подавальний валок, який направляє заготовку між парою розкатувальних валків, потім направляється до двох транспортерів, які рухаються назустріч один одному з різними швидкостями. Між ними вона згортається в рулон і прокручується, ущільнюючи поверхню. При цьому досягається достатня прокатка рулону на порівняно коротких стрічках.
Тістозакатувальна машина Т1-ХТЗ-2-3 (рис. 6.7) складається з транспортерів, станини з приводом, розкатувальних валиків, решітки, напрямних, несучого транспортера, формувальної дошки, центрувального пристрою, з механізмом регулювання, формувального транспортера, насадок для обдування робочих органів повітрям.
Відстань між валками регулюється переміщенням валків.
|
| Рис. 6.7. Тістозакатувальна машина Т1-ХТЗ-2-3: 1 і 13 – транспортери: 2 – формувальна дошка; 3 - несучий транспортер; 4 - формувальий транспортер; 5 – напрямні; 6 – решітка; 7, 11, 12 -насадки для обдування робочих органів повітрям; 8 - валок; 9 -центрувальний пристрій; 10 - механізм регулювання; 14, 15, - розкатувальні валки, 16 – транспортер; 17 - формувальна дошка; 18 - станина з приводом. |
Тістові заготоки переносяться подавальним транспортером і частково розплющуються валком, а потім через пристрій для центрування направляються в проміжок між парами валків. Послідовно проходячи між ними, заготовки набувають форму млинця і падають на стрічку транспортера. Решітка захоплює край тіста та згортає млинець в рулон, який рухається до несучого і формувального транспортерів, між ними ущільнюється і видовжується. Кінці заготовки згладжуються напрямними. Остаточну форму і розміри заготовка отримує під формувальною дошкою.
Продуктивність - до 100 шт/хв.
Машина для формування рогаликів С-500 (рис. 6.8) належить до спеціалізованих машин для формування рогаликів.
З приймальної воронки заготовки потрапляють на рифлений валок, а потім на розкочувальні валки, які очищаються ножами від залишків тіста. Під дією двох транспортерів, які утворюють клиноподібну робочу зону, заготовка згортається в рулон і прокочується.
.
| Рис. 6.8. Машина для формування рогаликів С-500: 1 – приймальна лійка; 2 – рифлений валик; 3 – розкочувальні валки; 4 – ножі; 5, 10 - стрічки транспортера; 6,7 – валки; 8 – борошнопосипач; 9 –рифлений валок. |
Ця машина знайшла широке застосування в булочних цехах і пекарнях.
Дата добавления: 2015-03-26; просмотров: 6693;