Параметры лазерного излучения, определяющие эффективность удаления обрабатываемого материала при импульсном воздействии
Для лазерной сварки испарение поверхности материала нежелательно. Однако при гравировке металлов или при пробивании в них отверстий этот эффект оказывается полезным. Если плотность мощности лазерного излучения на поверхности металла достаточно высока, то температура его поверхности быстро достигает точки кипения материала и в результате испарения в материале образуется углубление или отверстие.
1.3.Основные закономерности лазерной гравировки металлов импульсно-периодическим излучением
Для удаления материала можно использовать различные типы лазеров. Их перечень несколько отличается от перечня лазеров, применяемых для сварки, так как в данном случае требуются более высокие уровни плотности мощности. Для удаления материала можно использовать ТЕА СО2 лазер и АИГ лазер с неодимом, работающий в режиме повторяющихся импульсов с модуляцией добротности. Для операций удаления материала требуются импульсы с меньшей длительностью, чем для сварки, но с большей плотностью мощности излучения. Непрерывные лазеры применяются для пробивки отверстий и удаления материала значительно реже, чем для сварки и термообработки. Это связано с тем, что при использовании непрерывных лазеров выделившееся тепло за счет теплопроводности может проникнуть слишком глубоко внутрь образца.
Большую роль играют также параметры обрабатываемого материала. Наиболее существенны температуропроводность, скрытая теплота испарения и коэффициент отражения лазерного излучения. Если исходить из того, что весь удаляемый материал испаряется, то количество материала, которое можно удалить с помощью лазера, будет ограничиваться величиной скрытой теплоты испарения. Проведем простой расчет. Максимальная глубина слоя испаряемого материала определяется следующим; выражением:
D = Eo/Aρ[c{TB-To)+L], (1)
где с - удельная теплоемкость, Т'в - температура кипения, То - температура окружающей среды, L — скрытая теплота испарения в расчете на единицу массы, ρ - плотность материала, Ео - энергия лазерного импульса и А - площадь, облучаемая пучком.
Приведенное соотношение является прямым следствием закона сохранения энергии. Оно основывается на предположении о том, что вся энергия лазерного импульса затрачивается на нагрев удаляемого материала до температуры кипения и передачи ему скрытой теплоты испарения. Оно представляет собой максимальное количество удаляемого материала.
Для типичного металла (например, алюминия) перечисленные выше параметры имеют следующие значения: ρ = 2,7 г/см3, с = 0,97 Дж/г.°С, Тв-Т0 = 2447оС, L = 10900 Дж/г. Для рубинового лазера с выходной энергией 10 Дж, пучок которого фокусируется в пятно площадью 10-3 см2, максимальная глубина пробиваемого отверстия по формуле (1) составит 2,8 мм. На практике глубина отверстия зависит от целого ряда других факторов. К уменьшению размера отверстия приводят потери энергии лазерного излучения в результате отражения пучка от поверхности и отвода тепла вглубь образца за счет теплопроводности. Расплескивание расплавленного материала, который не успевает полностью испариться, ведет к увеличению глубины отверстия. Приведенные соображения указывают на общие ограничения, которые присущи рассматриваемому методу.
На рис. 3 приведены данные, характеризующие количество материала, которое может быть удалено в результате воздействия лазерного импульса [1]. Приведенные кривые указывают на взаимосвязь между скрытой теплотой испарения и коэффициентом температуропроводности. Из рисунка видно, что кривые для алюминия и железа пересекаются. При относительно малых уровнях плотности мощности лазерного излучения важное значение имеет утечка тепла в глубь образца. У алюминия температуропроводность выше, чем у железа, и поэтому указанные потери больше. По этой причине глубина отверстия в алюминии меньше, чем в железе.
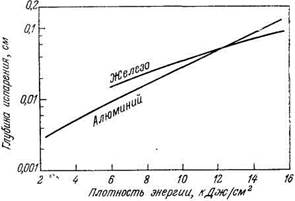
Рис. 3. Экспериментальные данные о глубине слоя, испаряемого импульсом излучения лазера на неодимовом стекле длительностью 700 мкc [1].
По мере возрастания плотности мощности лазерного излучения сокращается время, в течение которого достигается температура кипения материала. В итоге уменьшается время отвода тепла вглубь образца, и соответствующие потери тепла становятся менее существенными. В указанном режиме процесс удаления материала определяется в основном скрытой теплотой испарения, а поскольку скрытая теплота испарения у железа выше, чем у алюминия, то количество испаряемого алюминия оказывается выше.
Дата добавления: 2015-03-23; просмотров: 1206;