Пайка нагревом.
Пайка — это процесс соединения основных узлов холодильной системы в замкнутую схему. Вследствие того, что замкнутая схема содержит хладагент,каждое паяное соединение должно быть герметичным. Иначе возникает утечка хладагента,что создает неудобства для потребителя и требует дорогостоящего ремонта.
1. Общие сведения. Пайка осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил ад-гезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°С.
Для качественного соединения металлов припой должен
распределиться под действием капиллярных сил и «смочить» основной металл. Смачивание — это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения, существующие между молекулами припоя.
Степень смачивания — это функция основных составляющих процесса пайки: металлов, припоя и температуры. Хорошее смачивание происходит только на совершенно чистой не окисленной поверхности.
2. Припои. Качество и прочность пайки зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя для того или иного соединения.
Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов.
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. Это покрытие препятствует смачиванию и растеканию припоя. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей припоя, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор. Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, за исключением алюминия и магния, для пайки, которых необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений в холодильном оборудовании осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% — это медно-фосфорный припой, а сплав с содержанием серебра 45% (содержит также кадмий) — это серебряный припой.
3. Пайка.
3.1. Пайка двух медных труб с использованием медно-фосфорного припоя.
3.1.1. Уменьшающееся пламя горелки указывает на избыточное количество газообразного топлива в газовой смеси, которое превышает содержание кислорода (рис. 1). Незначительно уменьшающееся пламя нагревает и очищает поверхность металла для операции пайки быстрее и лучше.
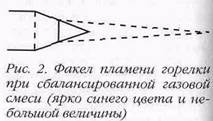
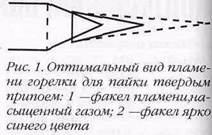
Сбалансированная газовая смесь содержит равное количество кислорода и газообразного топлива, в результате чего пламя нагревает металл, не оказывая другого воздействия (рис. 2).
Пересыщенная кислородная смесь — это газовая смесь, содержащая избыточное количество кислорода, в результате чего образуется пламя, которое окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле (рис. 3).
3.1.2. Необходимым условием надежной пайки является чистота поверхности.
Перед операцией пайки очищают соединяемые металлические поверхности от грязи проволочной щеткой или наждачной бумагой. Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями. 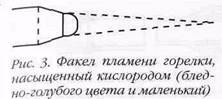
 3.1.3. Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 4).
3.1.3. Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 4).
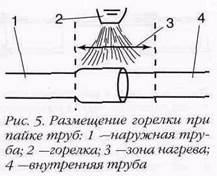
3.1.4. Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения.
Обе трубы нагревают пламенем горелки вместе соединения, равномерно распределяя теплоту (рис. 5). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до "температуры плавления металла, из которого изготовлены трубы.
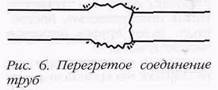
Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем, (то есть усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис.6).
 Если внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру, то расплавленный припой не затекает в зазор между соединяемыми трубами и перемещается в направлении источника теплоты (рис. 7).
Если внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру, то расплавленный припой не затекает в зазор между соединяемыми трубами и перемещается в направлении источника теплоты (рис. 7).
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 7, б). 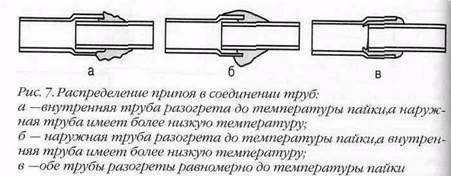
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 7, в).
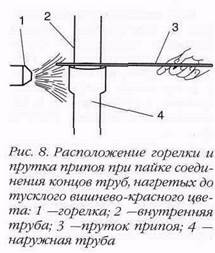
3.1.5. Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 8).
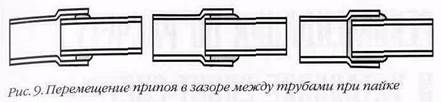
3.1.6. Под воздействием капиллярных сил припой вступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9).
3.2. Соединение меди с латунью с помощью твердого медно-фосфорного припоя.
3.2.1. Выполняют указанные выше операции для соединения меди с медью.
3.2.2. Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
3.2.3. По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
3.3. Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя.
3.3.1. Выполняют указанные выше операции для соединения меди с медью.
3.3.2. До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
3.3.3. Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
3.3.4. По завершении операции пайки тщательно удаляют остатки флюса.
4. Флюсы. Флюс поглощает определенное количество окислов.
Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку хладагента.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции.
Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя
5. Правила пайки. 5.1. Применяют несколько Уменьшающееся пламя, которое
создает максимальный нагрев, и очищает соединение.
5.2. Металлические поверхности очищают и обезжиривают.
5.3. Проверяют взаимное расположение деталей и зазоры.
5.4. При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с медью при помощи медно-фосфорных припоев флюс не требуется.
5.5. Для пайки нагревают соединение равномерно до требуемой температуры.
5.6. Припой наносят на соединение. Проверяют его равномерное распределение в соединении, используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более нагретого места соединения.
5.7. Остатки флюса тщательно удаляют после пайки.
5.8. Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
5.9. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
РЕКОМЕНДАЦИИ ПО РАСЧЕТУ И УСТАНОВКЕ СПЛИТ-СИСТЕМ
Требования, предъявляемые к микроклимату помещении, с каждым днем возрастают.
Сегодня недостаточно установить кондиционер с тем, чтобы он охлаждал или нагревал зону обслуживания.
Смонтированная климатическая система должна обеспечивать:
1. необходимую по СНиПу (или требованию Заказчика) температуру в помещении;
2. комфортную влажность;
5. чистоту и подвижность воздуха;
4. бесшумную работу кондиционера;
5. простоту и доступность процесса сервисного обслуживания и ремонта;
6. выполнять ряд специализированных программ.
При работе над размещением внутреннего блока кондиционера нужно учесть некоторые детали.
1. Участок, на котором планируется закрепить внутренний блок, должен быть прочным, чтобы мог выдержать вес блока.
2. На этом месте не должно быть препятствий для воздухозабора и «выхлопа» воздуха, то есть должна быть обеспечена беспрепятственная циркуляция воздуха.
3. Участок должен обеспечить наиболее легкий монтаж трубопроводов и кабелей, идущих к наружному блоку.
4. Под внутренним блоком должно оставаться пространство, обеспечивающее беспрепятственный доступ к блоку для осуществления гарантийного ремонта и к фильтрам для сервисного обслуживания.
5. Установить наличие евророзеток (16 А) с заземлением.
При работе по размещению наружного блока кондиционера нужно учесть следующее:
1. вокруг внешнего блока должно быть достаточно свободного пространства для эффективного теплообмена;
2. сброс теплого воздуха должен осуществляться в таком направлении, чтобы не причинять неудобств соседям;
3. шум от работающего внешнего блока должен быть в пределах нормы в соответствии со СНиП П-12-77;
4. наружный блок должен монтироваться на ровном, прочном основании (но, ни в коем случае, не на земле) либо вывешиваться на стене строго горизонтально;
5. сток воды должен быть устроен так, чтобы капли конденсата не попадали на прохожих, даже под воздействием сильного ветра;
6. помнить, что за размещение наружных блоков на фасаде и вывод дренажа на улицу ответственность несет Заказчик, поэтому на схеме размещения блоков, трасс, дренажа подпись Заказчика обязательна.
При подборе оборудования необходимо произвести расчет мощности для выбора кондиционера. Важными параметрами являются: площадь кондиционируемого помещения, расположение окон по сторонам света, количество людей и оргтехники.
Приведем табличку, которая поможет безошибочно определить мощность кондиционера (кВт), если речь идет о стандартных квартирах (таблица 1).
При установке кондиционера, иногда, приходится согласовывать подвод электроснабжения аппарата. Таблица 2 поможет в подборе необходимого сечения медного провода или кабеля. Для определения значения силы тока (А) при различных мощностях и напряжениях приведена таблица 3.
Хотелось бы акцентировать внимание на важности шумовых параметров оборудования.
Низкий уровень шума при работе сплит-систем является очень существенным показателем. Поэтому, при подборе оборудования и его установке на объекте, обязательно должен учитываться акустический фактор. Помимо шумовых параметров самого кондиционера, необходимо учитывать и выбор места расположения (монтажа) установки. Меры по снижению уровня шума, принимаемые после завершения монтажа, могут оказаться просто физически и материально невыполнимыми.
Дата добавления: 2015-03-11; просмотров: 1084;