Инструментальные стали и твердые сплавы: классификация, свойства и термическая обработка
Инструментальные стали представляют собой обширную группу материалов, предназначенных для изготовления различных видов инструментов. Основными эксплуатационными требованиями к данным материалам являются высокая твердость, износостойкость, достаточная прочность и вязкость, что особенно важно для инструментов ударного действия. В процессе работы режущие кромки инструмента могут нагреваться до температур 500–900°С, поэтому критически важным свойством становится теплостойкость (красностойкость), то есть способность материала сохранять высокую твердость и режущую способность при продолжительном нагреве. От правильного выбора марки стали и режима ее термической обработки напрямую зависят эксплуатационные характеристики и долговечность инструмента.
Углеродистые инструментальные стали (ГОСТ 1435). Углеродистые инструментальные стали содержат от 0,65 до 1,35% углерода и являются наиболее доступным и экономичным классом инструментальных материалов. Стали марок У7, У8, У9, У10, У11, У12 и У13 (с индексом А для высококачественных разновидностей) обладают высокой твердостью после закалки, хорошо шлифуются и относятся к недефицитным материалам. Для снижения твердости и создания благоприятной структуры перед изготовлением инструмента все углеродистые стали подвергают отжигу, причем для заэвтектоидных сталей проводят сфероидизирующий отжиг, в результате которого вторичный цементит приобретает зернистую форму.
Из сталей марок У7 и У8А изготавливают инструмент для работы по дереву, а также инструмент ударного действия, требующий повышенной вязкости: пуансоны, зубила, штампы и молотки. Стали марок У9…У12, обладающие более высокой твердостью и износостойкостью, применяются для производства сверл, метчиков и фрез, в то время как сталь У13 с максимальной твердостью используется для напильников и граверного инструмента. Окончательная термическая обработка включает закалку (полную для доэвтектоидных и неполную для заэвтектоидных сталей) с последующим отпуском, при этом структура закаленных сталей представляет собой мартенсит или мартенсит с карбидами. Температура отпуска выбирается в зависимости от требуемой твердости: для инструментов ударного действия из сталей У7, У8 отпуск проводят при 280–300°С (HRC 56–58), а для напильников и метчиков — при 150–200°С для достижения максимальной твердости HRC 62–64. Основными недостатками углеродистых сталей являются невысокая прокаливаемость (всего 5–10 мм) и низкая теплостойкость (до 200°С), что ограничивает их применение только инструментами, работающими при невысоких скоростях резания.
Легированные инструментальные стали. Легированные инструментальные стали содержат 0,9–1,4% углерода и до 5% легирующих элементов: хрома, вольфрама, ванадия, марганца, кремния и других. Высокая твердость и износостойкость этих сталей определяются главным образом повышенным содержанием углерода, а легирование применяется для улучшения закаливаемости и прокаливаемости, сохранения мелкого зерна, а также повышения прочности и вязкости материала. Термическая обработка включает закалку с температур 800–850°С (в масло или ступенчатую, что уменьшает коробление) и последующий низкотемпературный отпуск при 150–200°С, обеспечивающий твердость HRC 61–66.
Повышенное содержание кремния в стали 9ХС способствует увеличению прокаливаемости до 40 мм и повышению устойчивости мартенсита при отпуске, однако такие стали чувствительны к обезуглероживанию и плохо обрабатываются резанием. Марганец в сталях ХВГ и 9ХВСГ увеличивает количество остаточного аустенита, что уменьшает деформацию инструмента при закалке, что особенно важно для длинномерного инструмента малого диаметра (протяжек). Особого внимания заслуживает так называемая «алмазная» сталь ХВ5, содержащая 5% вольфрама: благодаря наличию мелкодисперсной карбидной фазы она после термообработки достигает твердости HRC 65–67 и применяется для инструмента, требующего длительного сохранения острой режущей кромки и высокой размерной точности (развертки, фасонные резцы, граверный инструмент).
Быстрорежущие стали. Быстрорежущие стали получили свое название благодаря способности работать с высокими скоростями резания, что обусловлено их высокой теплостойкостью (550–650°С). Химический состав этих сталей включает 0,7–1,5% углерода, до 18% вольфрама, до 5% хрома и молибдена, а также до 10% кобальта, при этом ванадий повышает износостойкость, а кобальт увеличивает теплостойкость до 650°С и вторичную твердость до HRC 67–70. В литом состоянии структура быстрорежущей стали содержит эвтектическую составляющую с карбидной ликвацией, поэтому для ее устранения слитки подвергают интенсивной пластической деформации (ковке), а затем отжигу при 860–900°С для получения структуры сорбитообразного перлита с карбидами.
Для получения оптимальных свойств готового инструмента необходимо при закалке обеспечить максимальное насыщение мартенсита легирующими элементами, что требует нагрева до очень высоких температур (около 1280°С) в хорошо раскисленных соляных ваннах BaCl₂. Для снижения термических напряжений нагрев осуществляют ступенчато с выдержками при 600–650°С и 850–900°С, после чего охлаждение производится в масле. Структура после закалки состоит из легированного тонкодисперсного мартенсита, 30–40% остаточного аустенита и карбидов вольфрама при твердости 60–62 HRC.
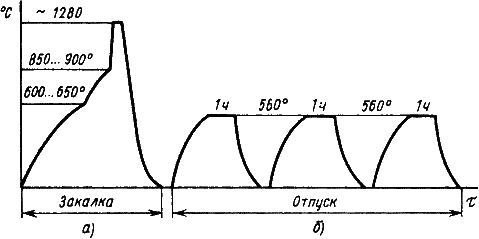
Рис.19.1. График режима термической обработки быстрорежущей стали
На графике представлена последовательность операций термической обработки быстрорежущей стали, включающая ступенчатый нагрев до температуры закалки около 1280°С с промежуточными выдержками, охлаждение в масле и последующий трехкратный отпуск при 560°С для превращения остаточного аустенита и повышения твердости.
Для максимального удаления остаточного аустенита, ухудшающего режущие свойства, проводят трехкратный отпуск при 560°С. При нагреве выше 400°С из остаточного аустенита выделяются легированные карбиды, и при охлаждении он превращается в мартенсит отпуска, что вызывает прирост твердости. После трехкратного отпуска твердость стали достигает 64–65 HRC, а структура состоит из мартенсита отпуска и карбидов. В некоторых случаях применяют обработку холодом до -80…-100°С с последующим однократным отпуском, а также низкотемпературное цианирование для повышения износостойкости. Основные виды инструментов из быстрорежущей стали — резцы, сверла, долбяки, протяжки, машинные метчики и ножи для резки бумаги, причем часто из этой стали изготавливают только рабочую часть инструмента.
Стали для измерительных инструментов. К сталям для измерительных инструментов предъявляются особые требования: высокая твердость, износостойкость и, что наиболее важно, стабильность размеров в течение длительного времени. Последнее требование обеспечивается минимальным температурным коэффициентом линейного расширения и сведением к минимуму структурных превращений во времени. Для изготовления калибров, скоб и других измерительных средств применяют высокоуглеродистые инструментальные стали (У12, Х, Х9, ХГ) после закалки и стабилизирующего низкотемпературного отпуска при 120–170°С в течение 10–30 часов, часто с предварительной обработкой холодом, что позволяет получить твердость 62–67 HRC.
Альтернативными материалами служат малоуглеродистые стали (*15*, *20*) после цементации, закалки и низкого отпуска, а также нитралои (например, сталь 38ХМЮА) после азотирования, обеспечивающего высокую твердость поверхностного слоя. Выбор конкретного материала определяется требуемой точностью измерений, условиями эксплуатации и серийностью производства инструмента.
Штамповые стали. Инструмент для обработки металлов давлением — штампы, пуансоны и матрицы — изготавливают из штамповых сталей, которые подразделяются на стали для холодного и горячего деформирования. Каждая группа имеет свои специфические требования к свойствам и режимам термической обработки, определяемые условиями работы инструмента.
Стали для штампов холодного деформирования должны обладать высокой твердостью, износостойкостью, прочностью и достаточной вязкостью для восприятия ударных нагрузок. Для штампов небольших размеров (до 25 мм) используют углеродистые стали У10, У11, У12 с закалкой и низким отпуском до 57–59 HRC. Для более крупных изделий применяют легированные стали Х, Х9, Х6ВФ, а для повышения износостойкости проводят цианирование или хромирование рабочих поверхностей. При закалке для уменьшения брака необходимо медленное охлаждение в области мартенситного превращения, для чего применяют ступенчатую закалку или перенос из воды в масло. Для инструмента, испытывающего ударные нагрузки, используют стали повышенной вязкости (*4ХС4*, 5ХНМ) с пониженным содержанием углерода, проходящие закалку и высокий отпуск при 480–580°С до твердости 38–45 HRC.
Стали для штампов горячего деформирования дополнительно должны обладать устойчивостью против трещинообразования при циклических нагревах и охлаждениях, окалиностойкостью, высокой теплопроводностью и прокаливаемостью. Для молотовых штампов применяют хромоникелевые стали 5ХНМ, 5ХНВ, 4ХСМФ с вольфрамом или молибденом для снижения отпускной хрупкости. После закалки с 760–820°С и отпуска при 460–540°С они приобретают структуру сорбита или троостита отпуска с твердостью 40–45 HRC. Для штампов горячего прессования, работающих в более тяжелых условиях, используют стали повышенной теплостойкости: 3Х2В8Ф (теплостойкость до 650°С) и 4Х5В2ФС (высокая вязкость и окалиностойкость благодаря хрому и кремнию).
Твердые сплавы. Твердые сплавы представляют собой композиционные материалы, состоящие из твердых карбидов и связующей фазы, изготавливаемые методами порошковой металлургии. Их характерной особенностью является исключительно высокая твердость (87–92 HRC) при достаточной прочности, которая зависит от количества связующей фазы (кобальта) и величины зерен карбидов. Твердые сплавы обладают большой износостойкостью и теплостойкостью, что делает их незаменимыми для высокопроизводительной обработки материалов.
Основные группы твердых сплавов:
- Группа ВК (WC + Co): марки ВК3, ВК6, ВК8, ВК20 (число указывает процентное содержание кобальта).
- Группа ТК (WC + TiC + Co): марки Т30К6, Т14К8 (первое число — содержание карбидов титана, второе — кобальта).
- Группа ТТК (WC + TiC + TaC + Co).
Сплавы группы ТК лучше противостоят изнашиванию, обладают большей твердостью, тепло- и жаростойкостью, но имеют меньшую теплопроводность и более высокую хрупкость по сравнению с двухкарбидными сплавами. Сплавы с малым содержанием кобальта (ВК3, Т30К4) используются для чистового точения благодаря высокой твердости и износостойкости, тогда как сплавы с повышенным содержанием кобальта (ВК8, Т14К8) применяются для черновой обработки. Сплав ВК20 начинает использоваться для армирования штампов, значительно повышая их износостойкость. Износостойкость инструментов из твердых сплавов превышает аналогичный показатель для быстрорежущих сталей в 10–20 раз и сохраняется до температур 800–1000°С.
Алмаз как материал для изготовления инструментов. Алмаз занимает особое место среди инструментальных материалов: около 80% добываемых природных алмазов и практически все синтетические алмазы используются именно в этой области. Основное количество алмазов применяется в виде порошков для изготовления алмазно-абразивного инструмента: шлифовальных кругов, притиров, хонов, надфилей, предназначенных для обработки особо твердых материалов и горных пород. Особое значение имеют заточные круги для твердосплавного инструмента, использование которых существенно увеличивает производительность труда и срок службы инструмента благодаря высокой чистоте обработки лезвия без зазубрин и микротрещин.
Алмазный инструмент производится в виде алмазосодержащих кругов на бакелитовой или металлической связке, а также в виде монокристаллических резцов для прецизионной обработки (например, корпусов часов) и фильер для волочения проволоки из высокотвердых и драгоценных металлов. Уникальное сочетание исключительной твердости, высокой теплопроводности и износостойкости алмаза обеспечивает непревзойденное качество обработанной поверхности и стабильность размеров при микрообработке.
Сведения об авторах и источниках:
Авторы: Третьякова Н.В.
Источник: Лекции по материаловедению
Данные публикации будут полезны студентам, изучающим материаловедение и металлургию, инженерно-техническим работникам и специалистам, занятым в области машиностроения, а также всем, кто интересуется историей науки о металлах и современными тенденциями разработки новых материалов.
Дата добавления: 2026-03-10; просмотров: 1416;