Высокопрочные, ковкие и специальные чугуны: свойства, маркировка и применение
Высокопрочный чугун с шаровидным графитом. Высокопрочный чугун (ГОСТ 7293) представляет собой разновидность чугуна, в котором графитовые включения имеют шаровидную (глобулярную) форму. В зависимости от структуры металлической основы различают чугуны с ферритной (марка ВЧ 35), феррито-перлитной (ВЧ 45) и перлитной (ВЧ 80) основой. Получают этот материал из серого чугуна путем модифицирования расплава небольшими добавками магния или церия, которые вводятся в количестве 0,03–0,07% от массы отливки. Благодаря шаровидной форме графита устраняется эффект концентрации напряжений, характерный для пластинчатых включений, что обеспечивает существенное повышение механических свойств по сравнению с серыми чугунами.
Чугуны с перлитной металлической основой демонстрируют высокие показатели прочности при относительно невысоких значениях пластичности. Для ферритных высокопрочных чугунов характерно обратное соотношение: они обладают повышенной пластичностью при несколько меньшей прочности. Важной особенностью этих материалов является высокий предел текучести, который может превосходить соответствующий показатель для стальных отливок. Кроме того, высокопрочные чугуны, особенно на перлитной основе, характеризуются достаточно высокой ударной вязкостью и усталостной прочностью, что расширяет область их применения для ответственных деталей.
Типичный химический состав высокопрочного чугуна включает: углерод – 3,2–3,8%; кремний – 1,9–2,6%; марганец – 0,6–0,8%; фосфор – до 0,12%; серу – до 0,3%. Эти чугуны обладают высокой жидкотекучестью при линейной усадке около 1%. Литейные напряжения в отливках несколько выше, чем у серого чугуна, однако благодаря высокому модулю упругости материал демонстрирует хорошую обрабатываемость резанием и удовлетворительную свариваемость.
Из высокопрочного чугуна изготавливают широкую номенклатуру отливок: тонкостенные детали типа поршневых колец, массивные шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели и планшайбы. Особого внимания заслуживают отливки коленчатых валов массой до 2–3 тонн, которые успешно заменяют кованые валы из стали. Такие валы обладают более высокой циклической вязкостью, малочувствительны к внешним концентраторам напряжений, имеют лучшие антифрикционные свойства и значительно дешевле в производстве. Маркировка высокопрочного чугуна состоит из индекса ВЧ и числа, соответствующего минимальному пределу прочности при растяжении, умноженному на 10 (например, ВЧ 100 означает прочность не менее 1000 МПа).
Ковкий чугун: технология получения и свойства. Ковкий чугун получают путем специального отжига белого доэвтектического чугуна. Для обеспечения высоких свойств готовых отливок необходимо, чтобы в процессе кристаллизации и охлаждения в литейной форме не происходило графитизации. С этой целью исходные чугуны должны иметь пониженное содержание углерода и кремния. Типичный химический состав ковкого чугуна включает: углерод – 2,4–3,0%; кремний – 0,8–1,4%; марганец – 0,3–1,0%; фосфор – до 0,2%; серу – до 0,1%.
Формирование окончательной структуры и комплекса свойств происходит в процессе длительного отжига, схема которого представлена на рисунке 11.4. На первой стадии отливки выдерживаются в печи при температуре 950–1000°С в течение 15–20 часов, в ходе чего происходит разложение цементита по реакции: цементит → аустенит + графит (так называемый углерод отжига). После этой выдержки структура состоит из аустенита и графитных включений хлопьевидной формы.
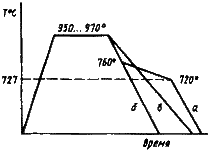
Рис. 11.4. Отжиг ковкого чугуна: режимы получения различных структур
Дальнейшая структура определяется режимом охлаждения. При медленном охлаждении в интервале температур 760–720°С происходит разложение цементита, входящего в состав перлита, и конечная структура состоит из феррита и углерода отжига — так получают ферритный ковкий чугун. При относительно быстром охлаждении (режим б на рисунке) вторая стадия графитизации полностью подавляется, и формируется перлитный ковкий чугун. Промежуточный режим (в) приводит к образованию феррито-перлитного ковкого чугуна со смешанной структурой.
Отжиг является длительной и дорогостоящей операцией, продолжающейся 70–80 часов. В результате технологических усовершенствований в последнее время удалось сократить продолжительность отжига до 40 часов. Согласно ГОСТ 1215, различают 7 марок ковкого чугуна: три с ферритной основой (например, КЧ 30-6) и четыре с перлитной основой (например, КЧ 65-3).
По механическим и технологическим свойствам ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Основными недостатками по сравнению с высокопрочным чугуном являются ограничения по толщине стенок отливок и необходимость трудоемкого отжига. Из ферритных ковких чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты и фланцы. Перлитные чугуны, характеризующиеся высокой прочностью при достаточной пластичности, применяют для вилок карданных валов, звеньев и роликов цепей конвейеров, тормозных колодок. Маркировка включает индекс КЧ и два числа: первое указывает предел прочности при растяжении, умноженный на 10 (в МПа), второе — относительное удлинение в процентах (например, КЧ 30-6).
Отбеленные и легированные чугуны специального назначения. Отбеленные чугуны представляют собой отливки, у которых поверхностный слой состоит из белого чугуна, а сердцевина — из серого или высокопрочного чугуна. Такой эффект достигается за счет химического состава: содержание углерода составляет 2,8–3,6% при пониженном количестве кремния — всего 0,5–0,8%. Благодаря этому поверхность отливки быстро охлаждается и затвердевает в виде белого чугуна с цементитной структурой, тогда как внутренние части кристаллизуются медленнее с образованием графита.
Отбеленные чугуны характеризуются исключительно высокой поверхностной твердостью, достигающей 950–1000 НВ, и повышенной износостойкостью. Эти свойства делают материал незаменимым для изготовления прокатных валков, вагонных колес с отбеленным ободом, а также шаров для шаровых мельниц, работающих в условиях интенсивного истирания.
Для деталей, эксплуатирующихся в условиях абразивного износа, применяют белые чугуны, легированные хромом, а также комплексно легированные хромом с марганцем или хромом с никелем. Такие отливки отличаются высокой твердостью и исключительной стойкостью к абразивному воздействию. Для работы в условиях износа при повышенных температурах используют высокохромистые и хромоникелевые чугуны, сохраняющие свои свойства при нагреве.
Повышение жаростойкости чугунов достигается легированием кремнием (5–6%) и алюминием (1–2%), что способствует образованию на поверхности плотных защитных оксидных пленок. Коррозионную стойкость увеличивают путем введения в состав хрома, никеля и кремния. Для всех типов чугунов возможно применение различных видов термической обработки (отжиг, нормализация, закалка, отпуск) с целью улучшения механических свойств или снятия внутренних напряжений.
Сведения об авторах и источниках:
Авторы: Третьякова Н.В.
Источник: Лекции по материаловедению
Данные публикации будут полезны студентам, изучающим материаловедение и металлургию, инженерно-техническим работникам и специалистам, занятым в области машиностроения, а также всем, кто интересуется историей науки о металлах и современными тенденциями разработки новых материалов.
Дата добавления: 2026-03-10; просмотров: 1369;