Чугун: свойства, классификация, структура и применение в машиностроении
Чугун представляет собой сплав железа с углеродом, принципиально отличающийся от стали по нескольким ключевым параметрам. Основное различие заключается в химическом составе: чугун содержит более высокое количество углерода (обычно от 2,14% до 6,67%) и примесей по сравнению со сталью. С технологической точки зрения, чугуны обладают превосходными литейными свойствами, что позволяет получать сложные по конфигурации отливки. Однако они характеризуются низкой способностью к пластической деформации и практически не применяются в сварных конструкциях из-за склонности к образованию трещин.
Классификация чугунов по состоянию углерода. В зависимости от того, в каком состоянии находится углерод в структуре сплава, различают три основных вида чугуна. Белый чугун характеризуется тем, что весь углерод пребывает в связанном состоянии в виде химического соединения — цементита (Fe₃C). На изломе такой материал имеет характерный белый цвет и металлический блеск, отличается высокой твердостью и хрупкостью.
Серый чугун является наиболее распространенной разновидностью, где весь углерод или его бóльшая часть находится в свободном состоянии в форме графита. В связанном состоянии в виде цементита остается не более 0,8% углерода. Присутствие значительного количества графитовых включений придает излому материала серый цвет, что и определило название этой группы чугунов.
Промежуточное положение занимает половинчатый чугун, в котором часть углерода находится в свободной графитной форме, однако не менее 2% углерода остается связанным в цементите. Данный тип чугуна обладает смешанными свойствами и находит ограниченное применение в современной технике из-за нестабильности характеристик.
Диаграмма состояния железо–графит и термодинамика процессов. При анализе фазовых равновесий в системе железо–углерод важно учитывать, что углерод может не только вступать в химическое взаимодействие с железом, образуя цементит, но и выделяться в элементарном состоянии в виде графита. Термодинамически возможно равновесное сосуществование жидкой фазы, аустенита и феррита с графитом, что отражено на стабильной диаграмме состояния.
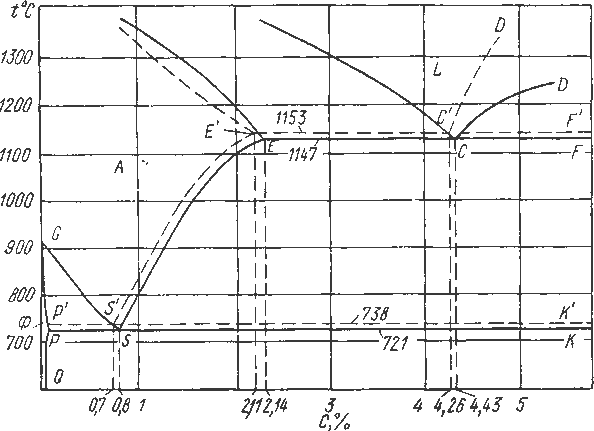
Рис. 11.1. Диаграмма состояния железо – углерод: сплошные линии – цементитная система; пунктирные – графитная
На представленной диаграмме пунктирными линиями показана стабильная система железо–графит, которая располагается несколько выше линий метастабильной системы железо–цементит. Критические температуры эвтектического и эвтектоидного превращений в стабильной системе составляют соответственно 1153°С и 738°С. Характерные точки C, E и S на диаграмме смещены в сторону меньших концентраций углерода и соответствуют 4,24%, 2,11% и 0,7% углерода.
При повышенных температурах цементит термодинамически неустойчив и способен разлагаться с выделением свободного графита. Именно поэтому диаграмму железо–цементит принято считать метастабильной, тогда как диаграмма железо–графит отражает истинно стабильное равновесие в системе. Процесс образования графита в железоуглеродистых сплавах получил название графитизации.
Механизм и стадии процесса графитизации. Графит, являясь полиморфной модификацией углерода, содержит 100% этого элемента, в то время как цементит включает лишь 6,67% углерода. Жидкая фаза и аустенит по своему химическому составу значительно ближе к цементиту, чем к чистому графиту. Данный факт обусловливает кинетическое преимущество: образование цементита из расплава или аустенита протекает значительно легче и быстрее, чем непосредственная кристаллизация графита.
Однако с позиций термодинамической стабильности графит является более предпочтительной фазой. При нагреве цементит закономерно разлагается с образованием железа и углерода, что подтверждает более высокую стабильность графитной фазы. В технических чугунах реализуются два основных пути формирования графитовых включений.
Первый путь предполагает непосредственное выделение графита из жидкой фазы при соблюдении благоприятных условий кристаллизации. Для этого необходимо наличие в расплаве готовых центров кристаллизации графита и обеспечение крайне медленного охлаждения отливки. Второй путь связан с термическим разложением ранее образовавшегося цементита. При температурах выше 738°С разложение цементита происходит по схеме: цементит → аустенит + графит. В интервале температур ниже 738°С механизм изменяется: цементит → феррит + графит. Степень полноты разложения цементита возрастает при уменьшении скорости охлаждения.
В металловедении принято различать несколько стадий графитизации. Первичная графитизация включает образование графита непосредственно из жидкой фазы, а также процессы распада первичного цементита и цементита, входящего в состав эвтектики. Промежуточная стадия графитизации соответствует выделению вторичного графита из пересыщенного твердого раствора — аустенита.
Вторичная стадия (или эвтектоидная графитизация) охватывает образование графита при распаде эвтектоидного цементита, входящего в состав перлита. Именно от того, насколько полно прошли все стадии графитизации и какое количество углерода осталось в связанном состоянии, зависит конечная структура и, следовательно, комплекс механических свойств чугуна.
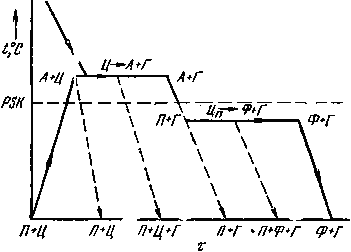
Рис. 11.2. Схема образования структур при графитизации
Выдержка чугуна при температуре выше 738°С способствует графитизации избыточного нерастворившегося цементита. При полном завершении этого процесса высокотемпературная структура будет представлена аустенитом и графитом, а после окончательного охлаждения сформируется структура из перлита и графита. Если процесс первичной графитизации прошел не полностью, то выше 738°С сосуществуют аустенит, графит и остаточный цементит, а ниже критической точки структура состоит из перлита, графита и цементита.
Особый интерес представляет поведение материала при переходе через критическую точку превращения аустенита в перлит. Выдержка при температуре ниже критической инициирует распад цементита, входящего в состав перлита (вторичная графитизация). Полное завершение этого процесса приводит к формированию структуры из феррита и графита, тогда как частичная графитизация дает смесь перлита, феррита и графита.
Структурные особенности и классификация серых чугунов. Анализируя структуры различных чугунов, можно заметить, что их металлическая основа практически идентична структуре эвтектоидной, доэвтектоидной стали или технического железа. Принципиальное отличие от стали заключается исключительно в наличии графитовых включений, которые и определяют весь комплекс специфических свойств чугунов как конструкционного материала.
По форме графитовых включений и условиям их образования современная металловедческая наука выделяет три основные группы чугунов. Серый чугун характеризуется наличием пластинчатого графита. Высокопрочный чугун отличается шаровидной (глобулярной) формой графита, достигаемой путем модифицирования расплава специальными присадками. Ковкий чугун получают путем длительного отжига белого чугуна, в результате чего графит приобретает хлопьевидную форму.
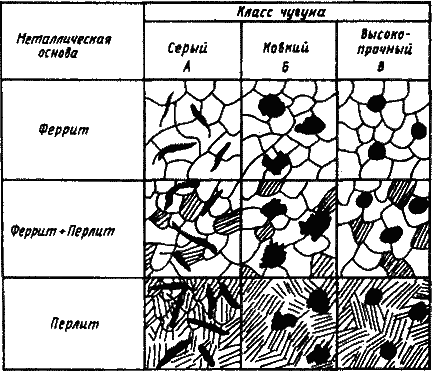
Рис. 11.3. Схемы микроструктур чугуна в зависимости от металлической основы и формы графитовых включений
Наибольшее практическое применение в промышленности нашли чугуны с содержанием углерода в интервале от 2,4% до 3,8%. Существует прямая корреляция: повышение концентрации углерода ведет к увеличению количества графита и, как следствие, к снижению механических свойств. Поэтому верхний предел содержания углерода ограничен 3,8%. С другой стороны, для обеспечения высоких литейных качеств, в частности хорошей жидкотекучести, необходимо, чтобы углерода было не менее 2,4%.
Влияние химических элементов на процесс графитизации. Технологические и эксплуатационные свойства чугунов в значительной мере определяются их химическим составом. Углерод и кремний выступают в роли активных графитизаторов — они способствуют выделению углерода в свободной графитной форме. Напротив, марганец затрудняет процессы графитизации и способствует отбеливанию чугуна, то есть закреплению углерода в связанном состоянии в виде цементита.
Сера является вредной примесью, поскольку не только способствует отбеливанию, но и существенно ухудшает литейные свойства, снижая жидкотекучесть и повышая склонность к горячим трещинам. Содержание серы в качественных чугунах строго ограничивают пределом 0,08–0,12%. Фосфор, напротив, не оказывает заметного влияния на графитизацию, но значительно улучшает жидкотекучесть расплава. В серых чугунах фосфор считается полезной примесью, и его содержание специально поддерживают в пределах 0,3–0,8% для улучшения заполняемости литейных форм.
Влияние графита на механические свойства отливок. С позиций механики разрушения, графитовые включения можно рассматривать как своеобразные пустоты или надрезы в металлической матрице. При приложении нагрузки вокруг таких дефектов возникает концентрация напряжений, величина которой тем выше, чем острее форма включения. Наибольшую опасность представляют пластинчатые включения графита, создающие максимальную концентрацию напряжений и, соответственно, в наибольшей степени снижающие прочностные характеристики.
Значительно более благоприятной является хлопьевидная форма графита, характерная для ковких чугунов. Оптимальной же признана шаровидная форма, при которой концентрация напряжений минимальна. Аналогичная закономерность прослеживается и в отношении пластичности. Относительное удлинение (δ) для серых чугунов составляет лишь около 0,5%, тогда как ковкие чугуны демонстрируют удлинение до 10%, а высокопрочные — до 15%.
Присутствие графита наиболее существенно снижает сопротивление материала при "жестких" видах нагружения: растяжении и ударных воздействиях. Интересно, что сопротивление сжатию снижается незначительно, поэтому чугунные изделия эффективно работают именно в условиях сжимающих нагрузок.
Преимущества чугуна как конструкционного материала. Несмотря на кажущиеся недостатки, связанные с пониженной прочностью и пластичностью, наличие графита в структуре придает чугуну ряд уникальных положительных свойств. Графит действует как естественный разделитель стружки, что значительно улучшает обрабатываемость резанием — стружка получается ломкой, не навивается на инструмент, снижая износ резцов.
Чугун демонстрирует превосходные антифрикционные свойства по сравнению со сталью. Графитовые включения играют роль твердой смазки, снижая коэффициент трения и обеспечивая дополнительную смазку поверхностей трения в условиях недостаточной подачи смазочного материала. Микропустоты, заполненные графитом, эффективно гасят вибрации и повышают циклическую вязкость материала.
Важным преимуществом является нечувствительность чугунных деталей к внешним концентраторам напряжений — выточкам, отверстиям, резким переходам сечений. Кроме того, чугун значительно дешевле стали, а технология получения изделий литьем экономически выгоднее, чем обработка давлением или резанием стальных заготовок.
Серый чугун: структура, свойства и области применения. В серых чугунах структура металлической основы практически не влияет на пластичность, которая остается крайне низкой независимо от типа матрицы. Однако тип структуры определяет твердость материала. Механическая прочность серого чугуна в наибольшей степени зависит от количества, формы и размеров графитных включений. Наиболее высокими свойствами обладают чугуны с мелкими, завихренными чешуйками графита, что достигается путем модифицирования расплава добавками алюминия, силикокальция или ферросилиция.
Благодаря хорошей обрабатываемости и удовлетворительному комплексу свойств, серый чугун находит широчайшее применение в машиностроении. Согласно ГОСТ 1412, установлено 10 марок серого чугуна, различающихся по уровню прочности. Важно отметить, что при невысоком сопротивлении растяжению серые чугуны демонстрируют высокие показатели сопротивления сжатию.
Типичный химический состав серого чугуна включает: углерод — 3,2–3,5%; кремний — 1,9–2,5%; марганец — 0,5–0,8%; фосфор — 0,1–0,3%; серу — не более 0,12%. Структура металлической основы зависит от содержания углерода и кремния. Увеличение концентрации этих элементов повышает степень графитизации и способствует формированию ферритной структуры, что ведет к разупрочнению без выигрыша в пластичности. Наилучшим сочетанием прочности и износостойкости обладают перлитные серые чугуны.
Учитывая низкое сопротивление растяжению и удару, детали из серого чугуна проектируют для работы преимущественно под нагрузками сжатия или изгиба. В станкостроении это базовые и корпусные детали, кронштейны, зубчатые колеса, направляющие. В автомобилестроении из серого чугуна изготавливают блоки цилиндров, поршневые кольца, распределительные валы и диски сцепления. Маркировка серого чугуна состоит из индекса СЧ (серый чугун) и числа, соответствующего минимальному значению предела прочности при растяжении, умноженному на 10 (например, СЧ 15 означает предел прочности не менее 150 МПа).
Сведения об авторах и источниках:
Авторы: Третьякова Н.В.
Источник: Лекции по материаловедению
Данные публикации будут полезны студентам, изучающим материаловедение и металлургию, инженерно-техническим работникам и специалистам, занятым в области машиностроения, а также всем, кто интересуется историей науки о металлах и современными тенденциями разработки новых материалов.
Дата добавления: 2026-03-10; просмотров: 1196;