Термомеханическая обработка стали: ВТМО и НТМО для повышения прочности
Термомеханическая обработка (ТМО) представляет собой комбинированный технологический процесс упрочнения материалов, совмещающий пластическую деформацию и термическую обработку. Сущность метода заключается в проведении закалки предварительно деформированной стали, находящейся в аустенитном состоянии. Главным преимуществом ТМО является возможность существенного повышения прочностных характеристик при незначительном снижении пластичности, при этом ударная вязкость возрастает в 1,5–2 раза по сравнению с традиционной закалкой и низким отпуском.
В зависимости от температурного интервала деформации различают два основных вида термомеханической обработки: высокотемпературную термомеханическую обработку (ВТМО) и низкотемпературную термомеханическую обработку (НТМО). Каждый из этих методов имеет свои технологические особенности, области применения и достигаемые уровни механических свойств. Выбор конкретного режима определяется требуемыми эксплуатационными характеристиками готовых изделий и экономической целесообразностью.
Высокотемпературная термомеханическая обработка (ВТМО). Высокотемпературная термомеханическая обработка заключается в нагреве стали до температуры аустенитного состояния (выше критической точки А₃) с последующей деформацией, вызывающей наклеп аустенита. После деформации сталь в состоянии с упрочненным аустенитом подвергают закалке (рис. 16.1 а). Такой режим обработки позволяет практически полностью устранить развитие отпускной хрупкости в опасном интервале температур и значительно ослабить необратимую отпускную хрупкость.
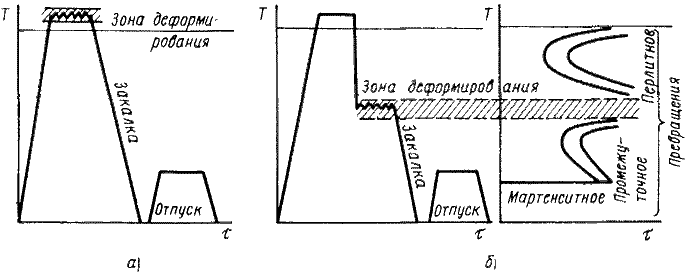
Рис. 16.1. Схема режимов термомеханической обработки стали: а – высокотемпературная термомеханическая обработка (ВТМО); б – низкотемпературная термомеханическая обработка (НТМО)
Применение ВТМО обеспечивает резкое повышение ударной вязкости при комнатной температуре и снижение температурного порога хладноломкости. Материал после такой обработки демонстрирует повышенное сопротивление хрупкому разрушению и меньшую чувствительность к трещинообразованию при термической обработке. Высокотемпературную термомеханическую обработку эффективно применяют для широкого круга сталей: углеродистых, легированных, конструкционных, пружинных и инструментальных. Последующий отпуск при 100–200°С проводят для сохранения достигнутых высоких значений прочности.
Низкотемпературная термомеханическая обработка (аусформинг). Низкотемпературная термомеханическая обработка (аусформинг) осуществляется по более сложной технологической схеме. Сталь нагревают до аустенитного состояния, выдерживают при высокой температуре, затем охлаждают до 400–600°С (выше температуры начала мартенситного превращения, но ниже температуры рекристаллизации). При этой температуре проводят обработку давлением с последующей закалкой (рис. 16.1 б). Данный метод обеспечивает более высокое упрочнение по сравнению с ВТМО, однако не снижает склонности стали к отпускной хрупкости.
Для реализации НТМО требуются высокие степени деформации (75–95%), что necessitates применение мощного технологического оборудования. Этот вид обработки применяют преимущественно для среднеуглеродистых легированных сталей, закаливаемых на мартенсит и обладающих вторичной устойчивостью аустенита. Повышение прочности при термомеханической обработке обусловлено дроблением зерен (блоков) аустенита в 2–4 раза по сравнению с обычной закалкой и увеличением плотности дислокаций, что при последующем охлаждении формирует более мелкие пластинки мартенсита со сниженными внутренними напряжениями.
Таблица 16.1. Механические свойства сталей после различных видов ТМО
| Вид обработки | σв, МПа | σ0,2, МПа | δ, % | ψ, % |
| НТМО | 2400–2900 | 2000–2400 | 5–8 | 15–30 |
| ВТМО | 2100–2700 | 1900–2200 | 7–9 | 25–40 |
| Обычная закалка |
Примечание: данные для стали 40 после обычной закалки приведены для сравнения
Термомеханическую обработку успешно применяют не только для сталей, но и для других металлических сплавов, требующих повышенных прочностных характеристик при сохранении достаточной пластичности и вязкости. Комбинированные методы упрочнения открывают широкие возможности для создания материалов с уникальным комплексом свойств.
Поверхностное упрочнение стальных деталей. Конструкционная прочность изделий машиностроения в значительной степени определяется состоянием материала в поверхностных слоях, воспринимающих максимальные эксплуатационные нагрузки. Поверхностная закалка является одним из эффективных способов упрочнения, обеспечивающим повышение твердости поверхности, сопротивления истиранию и предела выносливости деталей. Общим для всех методов поверхностной закалки является нагрев поверхностного слоя до температур аустенитного состояния с последующим быстрым охлаждением, при этом толщина упрочненного слоя определяется глубиной прогрева.
Наибольшее распространение в промышленности получили два метода: электротермическая закалка с нагревом токами высокой частоты (ТВЧ) и газопламенная закалка с использованием газово-кислородного или кислородно-керосинового пламени. Каждый из методов имеет свои технологические особенности, преимущества и ограничения, определяющие области их рационального применения.
Закалка токами высокой частоты (ТВЧ). Метод закалки токами высокой частоты был разработан советским ученым Вологдиным В.П. и основан на явлении электромагнитной индукции. При помещении металлической детали в переменное магнитное поле, создаваемое индуктором-проводником, в ней индуцируются вихревые токи, вызывающие нагрев металла. Глубина закаленного слоя обратно пропорциональна частоте тока: чем выше частота, тем тоньше получается упрочненный слой. В промышленности используют машинные генераторы с частотой 50–15000 Гц и ламповые генераторы с частотой более 10⁶ Гц, обеспечивающие глубину закалки до 2 мм.
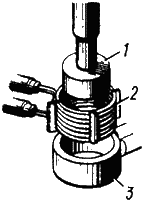
Рис. 16.2. Схема технологического процесса закалки ТВЧ: 1 – деталь, 2 – индуктор, 3 – спрейер для подачи охлаждающей жидкости
Индукторы изготавливают из медных трубок с внутренним водяным охлаждением, что предотвращает их нагрев в процессе работы. Форма индуктора точно соответствует внешнему контуру изделия при обязательном сохранении постоянного зазора между индуктором и поверхностью детали. Технологический процесс включает нагрев в течение 3–5 секунд с последующим быстрым перемещением детали в спрейер — охлаждающее устройство с отверстиями для разбрызгивания закалочной жидкости (рис. 16.2).
Высокая скорость нагрева при закалке ТВЧ смещает фазовые превращения в область более высоких температур, поэтому температура нагрева должна превышать значения, применяемые при обычной закалке. При оптимальных режимах после охлаждения формируется структура мелкоигольчатого мартенсита, твердость повышается на 2–4 HRC по сравнению с традиционной закалкой, возрастает износостойкость и предел выносливости. Перед закалкой ТВЧ изделия подвергают нормализации, а после — низкому отпуску при 150–200°С (самоотпуску).
Преимущества метода закалки ТВЧ включают высокую экономичность (отсутствие необходимости нагрева всего изделия), улучшенные механические свойства, отсутствие обезуглероживания и окисления поверхности, снижение брака по короблению и трещинам, возможность автоматизации и избирательного упрочнения отдельных участков. Важным достоинством является возможность замены легированных сталей более дешевыми углеродистыми. Основной недостаток — высокая стоимость индукционных установок и индукторов, что делает метод экономически целесообразным преимущественно в серийном и массовом производстве.
Газопламенная закалка. Газопламенная закалка осуществляется путем нагрева поверхности изделия высокотемпературным пламенем ацетиленокислородной, газокислородной или керосинокислородной горелки с температурой 3000–3200°С. Структура поверхностного слоя после закалки состоит из мартенсита или смеси мартенсита с ферритом, толщина упрочненного слоя достигает 2–4 мм при твердости 50–56 HRC. При обработке крупногабаритных изделий горелки и охлаждающие устройства перемещаются вдоль детали или наоборот.
Метод эффективно применяется для закалки крупных изделий со сложной поверхностью (косозубые шестерни, червяки), а также стальных и чугунных прокатных валков. Газопламенная закалка используется в массовом и индивидуальном производстве, а также при ремонтных работах. К недостаткам метода относят невысокую производительность, сложность точного регулирования глубины закаленного слоя и температуры нагрева, а также риск локального перегрева поверхности.
Старение металлических сплавов. Старение представляет собой термическую обработку, применяемую к сплавам, подвергнутым закалке без полиморфного превращения. При такой закалке фиксируется при низкой температуре состояние пересыщенного твердого раствора, характерное для сплава при высоких температурах. В процессе старения главным процессом является распад этого пересыщенного твердого раствора, сопровождающийся изменением свойств материала. В отличие от отпуска, при старении происходит увеличение прочности и твердости при одновременном снижении пластичности.
Упрочнение при старении обусловлено выделением дисперсных частиц избыточных фаз и возникающими при этом внутренними напряжениями. Выделения из твердых растворов могут иметь различные формы:
- тонкопластинчатую (дискообразную) — энергетически выгодную при минимизации упругих искажений;
- равноосную (сферическую или кубическую) — обеспечивающую минимальную поверхностную энергию;
- игольчатую — промежуточную форму.
Различают три основных вида старения: естественное, протекающее самопроизвольно при нормальной температуре; искусственное, ускоряемое нагревом; деформационное, инициируемое пластической деформацией закаленного сплава. При искусственном старении прочностные характеристики достигают максимума, после чего снижаются — это явление называется перестариванием. Естественное старение не приводит к перестариванию.
Важное практическое значение имеет инкубационный период — время, в течение которого закаленный сплав сохраняет высокую пластичность, позволяющую проводить холодную деформацию. Если при старении происходят только процессы выделения, явление называют дисперсионным твердением. Старение является основным способом упрочнения алюминиевых, медных и многих жаропрочных сплавов, а также низкоуглеродистых сталей, в которых упрочнение достигается за счет выделения дисперсных частиц третичного цементита и нитридов.
Обработка стали холодом. Для высокоуглеродистых и многих легированных сталей характерно завершение мартенситного превращения (точка Мк) при температурах ниже 0°С, что приводит к сохранению в структуре после закалки значительного количества остаточного аустенита. Это явление снижает твердость изделий и ухудшает их магнитные характеристики. Для устранения остаточного аустенита применяют дополнительное охлаждение деталей до температур ниже точки Мк (обычно до -80°С с использованием сухого льда) — так называемую обработку холодом.
Обработку холодом необходимо проводить непосредственно после закалки, чтобы предотвратить стабилизацию аустенита. Твердость после такой обработки повышается на 1–4 HRC. Поскольку обработка холодом не снижает внутренних напряжений, после нее обязательно проводят низкий отпуск. Данный метод применяют для деталей шарикоподшипников, элементов точных механизмов и измерительных инструментов, где стабильность размеров и твердость имеют критическое значение.
Упрочнение методом пластической деформации. Методы механического упрочнения поверхности направлены преимущественно на повышение усталостной прочности деталей. Сущность этих методов заключается в создании наклепанного поверхностного слоя глубиной 0,2–0,4 мм с формированием остаточных напряжений сжатия. Наибольшее распространение получили дробеструйная обработка и обработка роликами.
Дробеструйная обработка заключается в воздействии на поверхность готовых деталей потока стальной или чугунной дроби диаметром 0,2–4 мм, выбрасываемой из специальных установок. Удары дроби вызывают пластическую деформацию поверхностного слоя на заданную глубину. Метод эффективен для упрочнения деталей сложной формы с канавками и выступами — пружин, рессор, звеньев цепей и гусениц, гильз, поршней, зубчатых колес.
Обработка роликами осуществляется путем давления ролика из твердого материала на поверхность вращающейся детали. При усилиях, превышающих предел текучести обрабатываемого материала, происходит наклеп на требуемую глубину с одновременным улучшением микрогеометрии поверхности. Формирование остаточных напряжений сжатия повышает предел усталости и долговечность изделий. Обкатка роликами применяется для шеек валов, проволоки, труб и прутков. Преимуществом метода является возможность использования стандартного токарного или строгального оборудования без специальной оснастки.
Сведения об авторах и источниках:
Авторы: Третьякова Н.В.
Источник: Лекции по материаловедению
Данные публикации будут полезны студентам, изучающим материаловедение и металлургию, инженерно-техническим работникам и специалистам, занятым в области машиностроения, а также всем, кто интересуется историей науки о металлах и современными тенденциями разработки новых материалов.
Дата добавления: 2026-03-10; просмотров: 1292;