Химико-термическая обработка стали: цементация, азотирование и диффузионная металлизация
Химико-термическая обработка (ХТО) представляет собой технологический процесс целенаправленного изменения химического состава, микроструктуры и физико-механических свойств поверхностного слоя металлических деталей. Суть метода заключается в нагреве изделий в определенной активной среде (твердой, жидкой, газообразной или плазменной), обеспечивающей диффузионное насыщение поверхности элементами. В результате такого воздействия приповерхностные объемы материала приобретают иной фазовый состав и микроструктуру, что позволяет существенно повысить эксплуатационные характеристики готовых изделий.
Ключевыми технологическими параметрами любой разновидности ХТО выступают температура нагрева и продолжительность изотермической выдержки. Физико-химическая сущность процессов насыщения базируется на трех последовательных стадиях: диссоциации, адсорбции и диффузии. На стадии диссоциации насыщающий элемент высвобождается из исходного соединения и переходит в активированное атомарное состояние за счет химических реакций или испарения. Последующая адсорбция обеспечивает захват этих атомов поверхностью металла, причем данный экзотермический процесс сопровождается снижением свободной энергии системы. Завершающая стадия – диффузия – заключается в перемещении адсорбированных атомов вглубь изделия, что возможно только при условии образования с основным металлом твердых растворов или химических соединений.
Химико-термическая обработка является основным методом поверхностного упрочнения деталей машин и инструмента. К наиболее распространенным разновидностям ХТО относятся: цементация (насыщение поверхности углеродом), азотирование (насыщение азотом), нитроцементация или цианирование (одновременное насыщение углеродом и азотом), а также диффузионная металлизация (насыщение различными металлами, такими как хром, алюминий, кремний). Каждый из этих методов имеет специфические цели и области применения.
Цементация стали: назначение, способы и технологические особенности. Цементация представляет собой процесс диффузионного насыщения поверхностного слоя стали углеродом, проводимый при нагреве до температур 900–950°С. Данному виду обработки подвергают преимущественно стали с исходно низким содержанием углерода (не более 0,25%), что обеспечивает сохранение вязкой сердцевины после упрочнения. В результате выдержки в углеродсодержащей среде поверхность обогащается этим элементом до заданной глубины. Ключевыми параметрами процесса выступают глубина цементации (h) – расстояние от поверхности до середины зоны с равным содержанием феррита и перлита (обычно 1–2 мм), и степень цементации – средняя концентрация углерода в слое (как правило, не более 1,2%, чтобы избежать образования избыточного хрупкого вторичного цементита).
В промышленной практике применяют два основных способа цементации: в твердом и в газовом карбюризаторе. Участки деталей, не подлежащие упрочнению, защищают электролитическим меднением или покрытием глиняной смесью.
Цементация в твердом карбюризаторе. Технология твердой цементации заключается в укладке практически готовых изделий (с припуском под шлифование) в металлические ящики с последующей пересыпкой твердым карбюризатором. В качестве карбюризатора используют древесный уголь с добавками углекислых солей (BaCO₃, Na₂CO₃) в количестве 10–40%. Герметично закрытые ящики выдерживают в печи при 930–950°С, где за счет кислорода воздуха происходит неполное сгорание угля с образованием CO. Разложение оксида углерода на поверхности металла по реакции 2CO → CO₂ + [C] поставляет атомарный углерод для диффузии.
Данный способ имеет ряд существенных недостатков: значительная продолжительность процесса (ориентировочно 1 час на каждые 0,1 мм глубины слоя), невысокая производительность, использование громоздкого оборудования и сложность автоматизации. В связи с этим цементация в твердом карбюризаторе применяется преимущественно в условиях мелкосерийного производства.
Газовая цементация. Газовая цементация осуществляется в герметичных печах, заполненных газовым карбюризатором – атмосферой из углеродсодержащих газов. Активными компонентами такой среды являются CO, CH₄ и другие углеводороды, а газом-носителем выступает смесь N₂, H₂ и паров H₂O. Глубина насыщения регулируется температурой и временем выдержки.
Преимущества газовой цементации перед твердым способом очевидны: возможность точного регулирования концентрации углерода в слое путем изменения состава газовой атмосферы; сокращение длительности цикла за счет оптимизации последующей термообработки; благоприятные условия для механизации и автоматизации процесса. Это делает газовую цементацию основным методом в серийном и массовом производстве ответственных деталей.
Формирование структуры цементованного слоя. В результате цементации по сечению изделия формируется закономерно изменяющаяся структура (рис. 15.1).
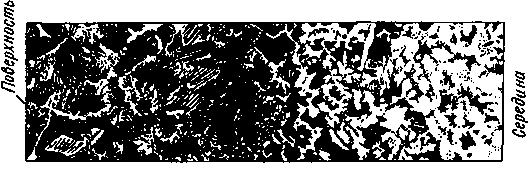
Рис. 15.1. Микроструктура цементованного слоя стали: от поверхности к сердцевине последовательно располагаются зоны заэвтектоидной (перлит + цементит), эвтектоидной (перлит), переходная (перлит + феррит) и исходная (феррит + перлит) структуры
Непосредственно у поверхности образуется слой, соответствующий заэвтектоидной стали, состоящий из перлита и цементита. По мере удаления от поверхности концентрация углерода снижается: следующая зона имеет чисто перлитную (эвтектоидную) структуру. Далее появляются зерна феррита, количество которых возрастает при приближении к сердцевине, где структура полностью соответствует исходному низкоуглеродистому составу. Такое градиентное строение обеспечивает оптимальное сочетание свойств по сечению детали.
Термическая обработка после цементации. Сама по себе цементация создает лишь выгодное распределение углерода, но окончательный комплекс свойств формируется в результате последующей термической обработки. Обязательными операциями являются закалка и низкий отпуск. После закалки цементованный слой приобретает высокую твердость и износостойкость за счет образования мартенсита, возрастают пределы контактной и усталостной выносливости при сохранении вязкой сердцевины. Конкретный режим термообработки зависит от марки стали и назначения изделия (рис. 15.2).
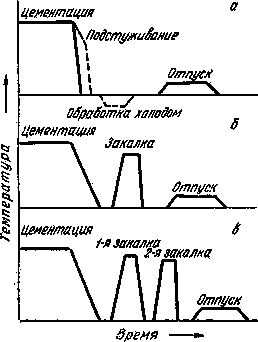
Рис. 15.2. Режимы термической обработки цементованных изделий: а – закалка с подстуживанием после газовой цементации; б – однократная закалка; в – двойная закалка с нормализацией
Для наследственно мелкозернистых сталей или неответственных деталей применяют однократную закалку с 820–850°С (рис. 15.2 б), обеспечивающую получение высокоуглеродистого мартенсита в слое и частичное измельчение зерна сердцевины. При газовой цементации часто используют подстуживание до указанных температур непосредственно в печи с последующей закалкой, что исключает отдельный нагрев (рис. 15.2 а). Для особо ответственных изделий применяют двойную закалку (рис. 15.2 в): первая (или нормализация) с 880–900°С исправляет структуру сердцевины, вторая с 760–780°С формирует мелкоигольчатый мартенсит в поверхностном слое. Завершающей операцией всегда является низкий отпуск при 150–180°С, снимающий внутренние напряжения и переводящий мартенсит в более стабильный мартенсит отпуска. Цементации подвергают широкую номенклатуру деталей: зубчатые колеса, поршневые кольца, червяки, оси, ролики и другие изделия, работающие в условиях контактных и знакопеременных нагрузок.
Сведения об авторах и источниках:
Авторы: Третьякова Н.В.
Источник: Лекции по материаловедению
Данные публикации будут полезны студентам, изучающим материаловедение и металлургию, инженерно-техническим работникам и специалистам, занятым в области машиностроения, а также всем, кто интересуется историей науки о металлах и современными тенденциями разработки новых материалов.
Дата добавления: 2026-03-10; просмотров: 1252;