Расчет приспособления
В этом подразделе требуется выполнить расчеты по выбору электродвигателей, редукторов, гидравлических и пневматических устройств, основные расчеты на прочность деталей, сварных, резьбовых, заклепочных и других соединений и т. п., используя литературу по станочным приспособлениям [71-73] и др.
Расчеты сопровождаются изображением необходимых схем, эскизов.
Пример расчета станочного приспособления. Расчет приспособления заключается в определении силы зажима обрабатываемой детали и подборе пневматического цилиндра для совместной работы с двухкулачковым патроном.
Исходные данные:
Операция 020 Токарно-винторезная.
Токарно-винторезный станок 16К20, патрон 2-кулачковый, осуществляющий зажим от вращающегося пневматического цилиндра двустороннего действия, резцы твердосплавные Т5К10 (γ = 00). Материал детали – сталь 40Х.
Диаметр резьбовой шейки после наплавки – O25±0,5, после токарной обработки O22. Глубина резания t = 0,75 мм, подача s = 0,4 мм/об.
Тангенциальная сила резания Рz при черновом точении шлицевой шейки равна
Pz = Pz табл × К1 × К2 , (4.71)
где Pz табл – табличная тангенциальная сила резания, кгс;
К1 – коэффициент, зависящий от обрабатываемого материала;
К2 - коэффициент, зависящий от скорости резания и переднего угла.
Pz табл = 100 кгс [43, с.35] К1 = 0,85 [43, с.36] К2 = 1,1 [43, с.36]
Pz = 100 × 0,85 × 1,1 = 93,5 кгс = 935 Н
Сила резания Pz создает момент Мрез, Н*мм, который стремится повернуть деталь вокруг ее оси, а сила Pх – переместить деталь вдоль ее оси.
Pх = (0,3…0,4) Pz = (0,3…0,4) × 935 = 280,5 Н
М = Pz × r1 , (4.72)
где r1 – радиус обрабатываемой поверхности детали, мм.
М = 935 × 12,5 = 11688 Н мм
Схема действия на обрабатываемую деталь сил резания, зажима и моментов приведена на рисунке 4.4.
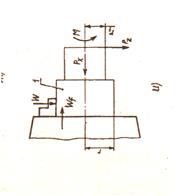
Рисунок 4.4 – Схема действия сил и моментов
Суммарная сила зажима Wсум , Н, детали двумя кулачками патрона определяется из равенства:
Wсум × f × r = K × M = K × Pz × r1 ,
откуда:
 (4.73)
(4.73)
где f – коэффициент трения между поверхностью детали и рабочими поверхностями кулачков (зависит от вида поверхности кулачков);
r – радиус поверхности детали, зажатой кулачками, мм;
K – коэффициент запаса.
Принимаем: f = 0,8 – для кулачков с зубьями параллельными оси патрона [72, с.196]; r = 10 мм – по данным рабочего чертежа детали.
Коэффициент запаса К [72, с.31] зависит от условий обработки деталей на станке и равен
К = К0 К1 К2 К3 К4 К5, (4.74)
где К0 - гарантированный коэффициент запаса при всех случаях обработки;
К1 – коэффициент, зависящий от вида базовой поверхности детали (обработанная или необработанная);
К2 – коэффициент, учитывающий увеличение силы резания при затуплении режущего инструмента;
К3 - коэффициент, учитывающий увеличение силы резания при обработке прерывистых поверхностей;
К4 – коэффициент, учитывающий постоянство силы зажима, развиваемой силовым приводом приспособления;
К5 – коэффициент, учитывающий удобство расположения рукоятки для ручного зажима устройства;
К6 – коэффициент, учитываемый при наличии моментов, стремящихся повернуть обрабатываемую деталь вокруг ее оси.
К0 = 1,5 (при всех случаях); К1 = 1,0 (при черновой обработке); К2 = 1,2 – при черновой обработке); К3 =1,0 (непрерывное резание); К4 = 1,0 (при пневматическом приводе); К5 – не учитывается; К6 = 1,0 (для опор с небольшой поверхностью контакта) [72].
К = 1,5 × 1,0 × 1,2 × 1,0 × 1,0 × 1,0 = 1,8
Таблица 4.25 - Коэффициенты запаса
| Коэффициент | Условия работы, учитывающиеся коэффициентом | Значение коэффициента | Примечание |
| К | Изменение величины припуска черновых заготовок | 1,0 | Для чистовой и отделочной обработки |
| 1,2 | Для черновой обработки | ||
| К3 | Увеличение сил резания при прерывистом резании | 1,2 | При точении |
| К | Род привода | 1,0 | Для пневматических, гидравлических и других приводов |
| 1,3 | Для ручных зажимов | ||
| К | Расположение рукоятки для ручных зажимных устройств | 1,0 | Расположение рукоятки с малым диапазоном угла ее отклонения |
| 1,2 | Расположение рукоятки с большим диапазоном угла ее отклонения (более 900) | ||
| К | Наличие моментов стремящихся повернуть заготовку на опорах | 1,0 | Установка на опоры с ограниченной поверхностью контакта (штыри и др.) |
| 1,5 | Установка на пластины и другие элементы с большой поверхностью контакта |
Суммарная сила зажима кулачками равна
Тогда сила зажима детали одним кулачком патрона W, Н, равна:
 (4.75)
(4.75)
Величину силы зажима Wсум проверяем на возможность продольного сдвига детали осевой силой Рх по формуле:
Wсум ∙ f ≥ К ∙ Рх , (4.76)
откуда

2630 Н ≥ 631 Н - условие соблюдается
Сила на штоке пневмоцилиндра 2-кулачкового патрона равна (рисунок 4.4):
 (4.77)
(4.77)
где z – число кулачков;
kтр – коэффициент, учитывающий дополнительные силы трения в патроне;
aк – вылет кулачка от середины его опоры в пазу патрона до центра приложения силы зажима на одном кулачке (выбирается конструктивно), мм;
hк - длина направляющей части кулачка (выбирается конструктивно), мм;
l1 , l2 – размеры короткого и длинного плеч двуплечего рычага (выбирают конструктивно), мм;
fк – коэффициент трения кулачка.
Принимаем: kтр = 1,05 [72, с.196]; fк = 0,1[72, с.196]
Согласно чертежу: aк = 60 мм;hк = 75 мм; l1 = 52 мм; l2 = 21 мм.

Диаметр поршня пневмоцилиндра Dп , мм, равен:
Dп = 1,44 Qшт / p, (4.78)
где р – давление сжатого воздуха, МПа.
Dп = 1,44 ∙ 1294 / 0,39 = 69 мм
Для проектирования станочных приспособлений применяют:
- диаметры пневмоцилиндров, мм: 20, 25, 30, 40, 50, 60, 75, 100, 125, 150, 200, 250, 300, 360, 400;
- диаметры гидроцилиндров, мм: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75.
Принимаем ближайший больший стандартный размер поршня пневматического вращающегося цилиндра
Dп = 75 мм [16]
Действительная сила зажима детали по принятому диаметру пневмоцилиндра:
 (4.79)
(4.79)
где η – коэффициент полезного действия.
η = 0,85 [71]

Время срабатывания пневмоцоилиндра Тс, мм, равно
Тс = Dц ∙ L х / dв ∙ vв , (4.80)
где L х - длина хода поршня, см;
dв – диаметр пневмотрубок, см;
vв - скорость перемещения сжатого воздуха, см/с.
L х = 35 мм = 3,5 см [71] dв = 8…10 мм. Принимаем dв = 10 мм = 1 см
vв = 1500…2500 см/с. Принимаем vв = 2000 см/с
Тс = 7,5 ∙ 3,5 / 1 ∙ 2000 = 0,013 с
4.3.6 Обоснование эффективности разработанной конструкции приспособления
Целесообразность и эффективность выполнения приспособления может заключаться в следующем:
1) уменьшается физическая нагрузка рабочего;
2) сокращается время на операцию восстановления, механической или слесарной обработки детали;
3) обеспечивается сохранность детали;
4) обеспечивается положение детали при обработке и ее надежное крепление, что повышает качество восстановления и безопасность работы;
5) уменьшается металлоемкость конструкции приспособления.
Дата добавления: 2014-12-10; просмотров: 5933;