Оборудование и инструмент для прокатки
Прокатные станы классифицируют по назначению, конструкции, взаимному расположению основных элементов и другим признакам.
Преимущественная классификация станов — по назначению в зависимости от вида прокатных профилей. Это станы обжимные, заготовочные, рельсо-балочные, крупносортовые, среднесортовые, мелкосортные, трубопроканые, станы холодной прокатки, бандаже- и колесопрокатные и станы специального назначения.
Основная величина, определяющая типоразмер сортопрокатного стана, — диаметр валка, а листового стана — длина бочки валка, от размеров которой зависит возможная ширина прокатываемых листов. Так у сортового стана 300 диаметр валков 300 мм, а у листового стана 2000 длина бочки валков 2000 мм.
Двухвалковые нереверсивные клети (дуо) (рис. 14.1.2, а) получили большое применение в непрерывных станах для прокатки заготовок, проволоки, сортовых профилей и тонких полос. В каждой клети таких станов осуществляется только по одному пропуску металла в одном направлении. В двухвалковых реверсивных клетях периодически изменяется направление вращения валков, а прокатываемый металл проходит через валки вперед и назад несколько раз. Эти клети применяют в блюмингах, слябингах, толстолистовых станах и т.д.
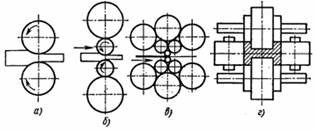
Рис. 14.1.2. Варианты расположения валков в рабочей клети
Трехвалковые (трио) клети — всегда нереверсивные, применяют в сортовых и листовых — трио Лаута — станах, отличающихся от сортовых меньшим диаметром среднего неприводного валка по сравнению с верхним и нижним. Металл в станах трио движется в одну сторону между нижним и средним, а в обратную — между средним и верхним валками.
Четырехвалковые клети (кварто) (рис. 14.1.2, б) весьма широко применяют при прокатке толстых и тонких полос, броневых плит.
Шестивалковые клети служат для холодной прокатки тонких и узких полос в рулонах с жесткими допусками по толщине.
Двенадцати- и двадцативалковые клети (рис. 14.1.2, в) имеют два рабочих валка, остальные — опорные и применяются для прокатки тонких и тончайших полос и лент, особенно из труднодеформируемых металлов.
Универсальные станы, кроме горизонтальных валков, имеют также и вертикальные, расположенные с одной или обеих сторон горизонтальных валков (рис. 14.1.2, г).
Схема прокатного стана показана на рис. 14.1.3, г.
Инструментом прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими (рис. 14.1.3, а), применяемыми для прокатки листов, лент и т. п.; ступенчатыми, например, для прокатки полосовой стали и ручьевыми (рис. 14.1.3, б) для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев пары валков образует калибр. Калибры различают открытые и закрытые (рис. 14.1.3, в). У открытых калибров линия разъема валков находится в пределах калибра, а у закрытых — вне его пределов. На каждой паре ручьевых валков обычно размещают несколько калибров.
Валки состоят из бочки 1 (рабочая часть валка), шеек 2 (цапф) и трефы 3. Шейки валков вращаются в подшипниках, устанавливаемых в станинах. В станине имеются нажимные механизмы для изменения расстояния между валками и регулирования взаимного расположения их осей. Комплект прокатных валков со станинами носит название рабочей клети 4. Крутящий момент от электродвигателя 8 через понижающий редуктор 7 передается шестеренной клети 6, от зубчатых колес которой с помощью шпинделей 5 и муфт вращение передается на валки. Вследствие наличия шестеренной клети все валки рабочей клети являются ведущими.

Рис. 14.1.3. Инструмент и оборудование прокатки: а — гладкий валок; б — ручьевой валок; в — открытый и закрытый калибры; г — схема прокатного стана
Совокупность привода, шестеренной клети, одной или нескольких рабочих клетей образует прокатный стан.
Дата добавления: 2014-12-05; просмотров: 4585;