Общие сведения о прокатке
При обработке металлов давлением полуфабрикаты и изделия получают пластическим деформированием исходной заготовки без снятия стружки. Этот процесс отличается значительной экономичностью, высоким выходом годного и большой производительностью. Обработкой давлением можно изготовить детали самых различных размеров (от миллиметра до нескольких метров) и формы.
В нашей стране давлением обрабатывают примерно 90 % всей выплавляемой стали, а также большое количество цветных металлов и их сплавов.
К обработке металлов давлением относят прокатку, волочение, прессование, ковку, штамповку и некоторые специальные процессы, например отделочную и упрочняющую обработку пластическим деформированием и т.д.
Прокатка — наиболее распространенный вид обработки металлов давлением. Основные способы прокатки: продольная, поперечная и поперечно-винтовая показаны на рис. 14.1.1.
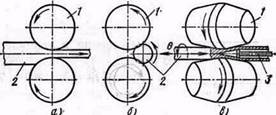
Рис. 14.1.1. Основные виды прокатки:1 — валки; 2 — заготовка; 3 — оправка
При продольной прокатке (рис. 14.1.1, а) заготовка под действием сил трения втягивается в зазор между валками, вращающимися в различных направлениях. Почти 90 % всего проката производится продольной прокаткой, в том числе весь листовой и профильный прокат.
При поперечной прокатке (рис. 14.1.1, б) валки 1, вращаясь в одном направлении, придают вращение заготовке 2 и деформируют ее.
При поперечно-винтовой прокатке (рис. 14.1.1, в) валки 1 расположены под углом и сообщают заготовке 2 при деформировании вращательное и поступательное движения. При прокатке трубы предварительно прошитая заготовка надевается на оправку 3.
В промышленности поперечно-винтовую прокатку используют главным образом для получения специальных периодических профилей. Винтовую прокатку широко применяют для получения пустотелых трубных заготовок из различных металлов.
Получение готового продукта из слитков включает не только процесс прокатки, но и ряд операций до прокатки, такие как разливку жидкой стали, и после прокатки.
В современном производстве применяют два метода разливки жидкого металла в слитки: периодический (металл разливают в отдельно стоящие изложницы) и непрерывный (металл заливают в водоохлаждаемый кристаллизатор установок непрерывной разливки; при выходе из кристаллизатора образующийся слиток проходит зону вторичного охлаждения). Процесс разливки сказывается на качестве прокатанных изделий.
Производство проката разделяют на две основные стадии: 1) получение полупродукта (блюмов, слябов и заготовок) из слитка и 2) получение готовых изделий из полупродуктов.
Прокатка производится на прокатном стане, который состоит из рабочей клети, передаточных механизмов и двигателя. Рабочая клеть состоит в свою очередь из валков, подшипниковых узлов, станины, нажимных механизмов и ряда конструктивных элементов.
Для выполнения различных вспомогательных операций: нагрева, резки и правки металла, сматывания его в бунты, подачи металла к валкам, кантовки, транспортировки металла и т.д. используется различное вспомогательное (адъюстажное) оборудование.
Дата добавления: 2014-12-05; просмотров: 2134;