Особенности технического нормирования ГТО.
Особенностью системы нормирования при групповой обработке является то что технически обоснованная или статистическая норма времени определяется не на каждую деталь, а на характерные детали представителей, охватываемые и комплексные детали. Для этого необходимо иметь:
1. Классификатор с разбивкой деталей на группы.
2. Единый маршрут обработки всей группы (ГТП)
3. Схему групповой оснастки на операциях.
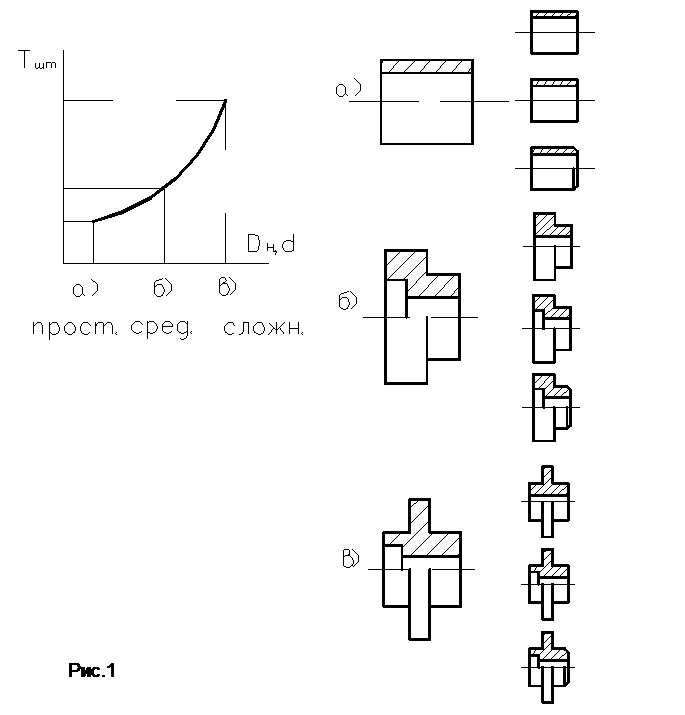
Для нормирования по характерным деталям (деталям представителям) из группы выбирают детали – простые, средней сложности, и сложные. Затем на каждую выбранную конкретную деталь рассчитывают, устанавливают норму времени по справочникам, по формулам, по номограммам. Для остальных деталей группы норму времени определяют методом интерполирования, визуального сравнения или графическим.
Первые два метода основываются на сопоставлении размеров обрабатываемых поверхностей, нормируемых деталей и детали представителя.
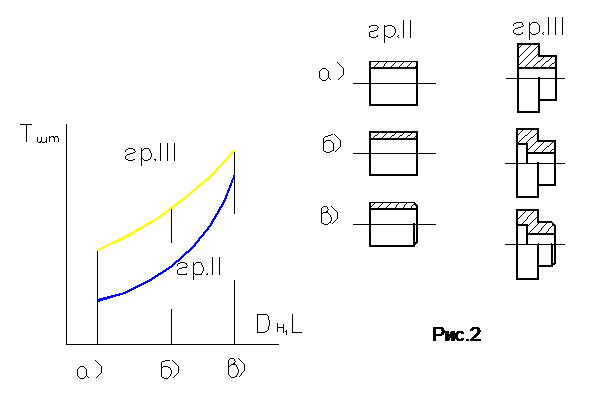
При графоаналитическом методе нормирование идет по заранее построенному графику (Рис. 1). Более точный результат получается в том случае когда детали в группах обладают большим сходством, и для этого строят систему графиков. (Рис. 2)
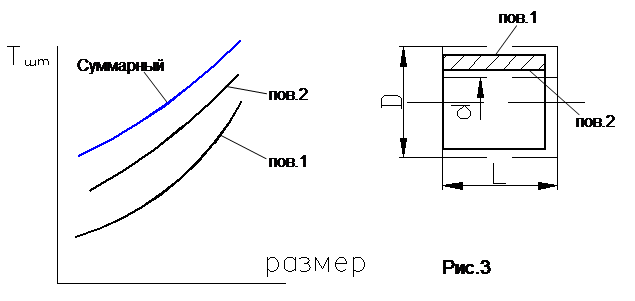
Еще более точный результат получается если нормирование проводится по элементам. При этом определяется  или
или  для каждой обработанной поверхности. Эти данные суммируются, получают норму времени на всю операцию и строят графики для нормирования любой входящей в группу детали.
для каждой обработанной поверхности. Эти данные суммируются, получают норму времени на всю операцию и строят графики для нормирования любой входящей в группу детали.
1.12.1.
Определение затрат времени методом сравнения.
Это укрупненный метод – применяется в условиях серийного производства. При разработке техпроцессов определяют норму времени обработки для деталей однотиповых или схожих по форме, из одного материала, аналогичных по технологии обработки и отличающихся только размерами. Диапазон размеров можно уточнить методами обычного нормирования.
Определяют норму времени для подобных деталей, которые отличаются каким либо одним размерным параметром, из которого выбирают наибольший, средний и наименьший.
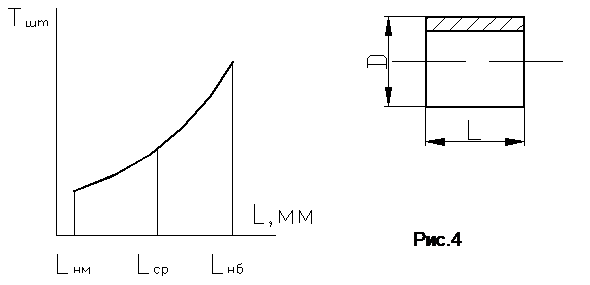 |
По этим данным строят график и графики строят как для каждой отдельной операции, так и для полной обработки детали. Все остальные детали нормируются по графику
 .
.
Анализ кривых графиков (Рис. 1 – 4) зависимости времени обработки от размеров или веса детали показывает что эти кривые по форме приближаются к кубической параболе.
Зная вес детали и время обработки одной из них можно определить время обработки одной из них можно определить время обработки другой подобной детали из следующего равенства:

 – неизвестное (искомое) время;
– неизвестное (искомое) время;
 – известное время;
– известное время;
 – вес детали норму времени обработки которой надо определить;
– вес детали норму времени обработки которой надо определить;
 – вес детали на которую определено время ;
– вес детали на которую определено время ;
 – объем;
– объем;  – площадь;
– площадь;  – плотность.
– плотность.
Дата добавления: 2014-12-30; просмотров: 1185;