Поверхностная закалка с индукционным нагревом ТВЧ
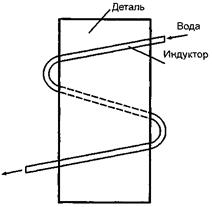
Рис. 9.12. Схема поверхностной закалки токами высокой частоты
Для нагрева изделие устанавливают в индуктор (рис. 9.12), представляющий один или несколько витков медной охлаждаемой водой трубки. Охлаждение дают, чтобы индуктор не прогорал в процессе работы.
Через индуктор пропускают ток высокой частоты. В изделии индуцируется ток той же величины, но обратного направления. Наибольшая плотность тока будет на поверхности, и она быстро нагревается под закалку. Глубина проникновения тока «у», то есть толщина закаленного слоя, определяется по формуле
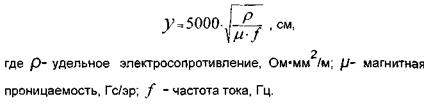
На практике «у» меняют путем изменения частоты тока от 600 до 50 000 Гц. Для низких частот используют машинные генераторы, но они очень громоздкие. Для высоких частот используют ламповые генераторы.
В тех участках поверхности, которые ближе расположены к индуктору, возникает большая плотность тока и «у» увеличивается, и наоборот. Это приводит к возникновению внутренних напряжений. Для получения равномерной толщины закаленного слоя изделие, если возможно, вращают в индукторе.
Скорость индукционного нагрева очень большая (время нагрева под закалку составляет 20...60 с), поэтому превращение перлита в аустенит сдвигается в сторону более высоких температур, то есть температура нагрева под закалку должна быть повышена по сравнению с печным нагревом и должна составлять 900...950оС. По достижении заданной температуры выдержку не дают,чтобы не прогрелась сердцевина детали, а сразу же ведут охлаждение водой.
Дата добавления: 2014-12-01; просмотров: 1528;