Способы закалки
В промышленности наиболее широко используются следующие способы закалки (рис. 9.8): непрерывная, прерывистая, ступенчатая и изотермическая.
Непрерывная закалка.Это закалка в одном охладителе (см. кривую 1 на рис. 9.8).
Преимущество- простота проведения закалки.
Недостаток:в области температур мартенситного превращения скорость охлаждения большая, и возникают большие внутренние напряжения при переходе аустенита в мартенсит.
Применение:для небольших изделий простой формы (болты, гайки, муфты и т.п.), где не учитываются внутренние напряжения.
Прерывистая закалка.Это закалка в двух средах (см. кривую 2 на рис. 9.8). До 300...350oС, то есть выше линии Мн, ведут охлаждение в воде, а затем детали быстро перебрасывают в менее интенсивный охладитель, например в масло или на воздух.
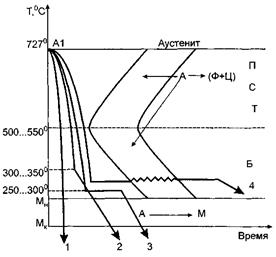
Рис. 9.8. Схемы графиков различных способов закалки
Недостаток - нужна высокая квалификация термиста. Обычно используют метод пробных закалок на максимальную твердость с тем, чтобы определить время, когда надо перебрасывать детали из воды в масло.
Преимущество:в области температур мартенситного превращения скорость охлаждения замедленна, и уменьшаются внутренние напряжения при переходе аустенита в мартенсит.
Применение:для изделий сложной конфигурации.
Ступенчатая закалка(см. кривую 3 на рис. 9.8). Охлаждение до 250...300°С, то есть немного выше линии Мн, и выдержку (ступеньку при этой температуре) проводят в ванне:
а) из расплавленных солей КNO3 + NaNO3 в соотношении 1:1. Эти соли называются селитрами, а ванны с расплавами их - селитряные ванны;
б) из расплавленных щелочей 20% NаОН + 80% КОН. Иногда к ним добавляют 3...5% воды, при этом щелочь кипит и скорость охлаждения увеличивается.
Рабочая температура этих двух ванн 250...300oС, то есть выше линии Мн. Если же нагрев под закалку проводили также в ванне из расплавленных солей, не вызывающих окисления стали, то такая закалка называется светлой, то есть мы получаем неокисленную поверхность светло - серого цвета;
Иногда охлаждение и выдержку (ступеньку) проводят в горячем масле с температурой 150... 180oС, то есть ниже Мн. Применяется для крупных деталей, чтобы увеличить охлаждающую способность закалочной среды и прокалить деталь насквозь.
Выдержку в ванне (ступеньку) проводят с целью выравнить температуру на поверхности детали и в сердцевине. Для того, чтобы снять внутренние термические напряжения, затем при замедленном охлаждении на воздухе мартенситное превращение пошло более или менее равномерно на поверхности и в сердцевине детали. При этом уменьшаются напряжения, связанные с переходом аустенита в мартенсит.
Ступенчатая закалка применяется в основном для легированных сталей , у которых С - кривая сдвинута вправо, что позволяет сделать выдержку (ступеньку), не задев С - кривую. Ступенчатую закалку можно применять и для углеродистых сталей, но только для изделий небольшого размера (диаметром до 10...12 мм).
Изотермическая закалка (см кривую 4 на рис. 9.8) Проводится точно так же, как и ступенчатая закалка, но только выдержка в ванне дается большей, чтобы полностью прошло бейнитное превращение на нижний бейнит.
В углеродистых сталях бейнитное превращение идет практически до конца, так как вязкого аустенита остаточного очень мало, 3...5%. В результате сталь при высокой твердости будет иметь низкую пластичность и вязкость. Поэтому эту закалку для углеродистых сталей не применяют.
В легированных сталях бейнитное превращение до конца не идет и получается остаточного аустенита намного больше, чем в углеродистых сталях. Это связано с тем, что легирующие элементы замедляют диффузию атомов и тем самым сдерживают превращение аустенита в бейнит, то есть вязкого аустенита остаточного будет больше, до 15...25%, и даже для некоторых сталей выше. В результате в легированных сталях после такой закалки получаем хороший комплекс механических свойств, то есть высокую твердость и прочность при хорошей пластичности и вязкости. Поэтому изотермическая закалка применяется только для легированных сталей.
Дата добавления: 2014-12-01; просмотров: 4080;