Краткие сведения из теории
Стыковая контактная сварка представляет собой один из видов контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов.
Применяются два основных вида стыковой сварки – сопротивлением и оплавлением.
Стыковая сварка сопротивлением – это стыковая контактная сварка, при которой нагрев металла осуществляется без оплавления стыкуемых торцов. При сварке сопротивлением торцы детали плотно сжатые осевой силой, нагреваются током без расплавления. Ток протекает через предварительно сжатые торцы, нагревая широкую зону металла. Сжатие производят с постоянным или резко возрастающим к концу нагрева усилием. Нагретые током детали пластически деформируются и свариваются. Наличие контактного сопротивления приводит к неравномерному нагреву деталей по длине, наивысшая температура достигается в стыке и снижается к губкам зажимов. Соединение, полученные стыковой сваркой сопротивлением, характеризуются плавным очертанием.
Стыковая сварка сопротивлением применяется для сварки сравнительно небольших сечений (до 300 мм2). Основной недостаток стыковой сварки сопротивлением – окисление торцов во время нагрева. При сварке небольших сечений быстрый нагрев и лучшие условия для удаления оксидов обеспечивают достаточно хорошее качество сварки.
параметры режима сварки сопротивлением:
- сварочный ток Iсв ;
- продолжительность нагрева tсв;
- усилие сжатия Fсв;
- усилие осадки Fос;
- установочная длина l1, l2 (расстояние, на которое деталь выступает из электродов перед сваркой).
Параметры режима Iсв и Fсв, Fос иногда выражают через плотность тока j и давление Р (соответственно Рсв, Рос).
Основной вид стыковой сварки – сварка оплавлением. Стыковая сварка оплавлением – это стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов. При сварке оплавлением детали, к которым подведено напряжение, сближаются до соприкосновения торцов с очень малым давлением F<0,7 г/мм2. При сближении между ними в отдельных точках возникают электрические контакты – перемычки. При протекании через них сварочного тока выделяется значительное количество тепла, металл в этом месте плавится, образуя между торцами детали жидкие перемычки. При дальнейшем нагреве током перемычки взрываются. Это приводит к выбрасыванию из зазора между торцами частиц металла в виде искр, брызг и некоторому укорочению деталей. Эту стадию процесса сварки называют оплавлением. При постоянном сближении образуется все новые контакты и перемычки, что приводит к интенсивному нагреву концов деталей. После образования на торцах тонкого слоя расплавленного металла и достаточного прогрева детали по длине они сдавливаются осевой силой – стадия осадки. При этом расплавленный и загрязненный окислами металл вытесняется из зазора, а расположенный под ним чистый хорошо разогретый металл пластически деформируется и сваривается. Сварное соединение после осадки имеет утолщение – грат из окисленного и перегретого металла.
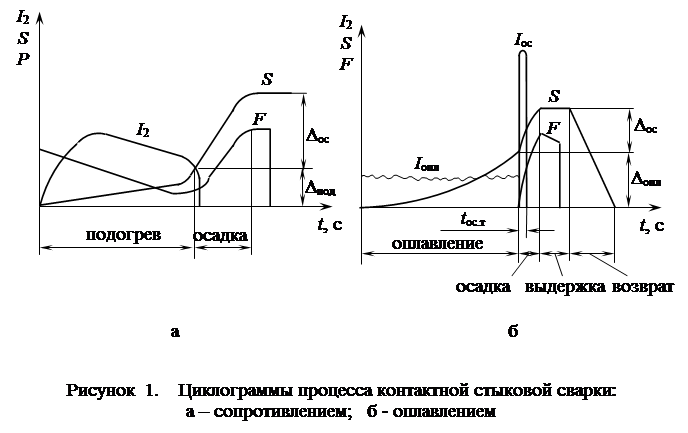
Циклограммы процесса стыковой сварки сопротивлением и оплавлением приведены на рис. 1.
Иногда процесс сварки оплавлением усложняется. Вводится предварительный подогрев деталей. Оплавлением с подогревом можно сваривать стальные детали большого сечения до 10000 мм2. Детали с площадью сечения 5000-40000 мм2 сваривают непрерывным оплавлением на машинах с программным управлением напряжения сварочного трансформатора и скоростью подачи подвижного зажима.
Дата добавления: 2014-12-27; просмотров: 1120;