Машины для рельефной сварки
Машины для рельефной сварки аналогичны точечным, но в отличие от последних имеют плиты для крепления оснастки сварочной машины, а если необходимо, и специальные приспособления. Эти машины должны иметь повышенную жесткость станины, консолей и минимальные поперечные смещения ползуна при движении. Это обеспечивает параллельность электродных плит. Привод должен иметь лучшие динамические характеристики, а в мощных машинах — повышенное усилие для проковки. Электрическая часть должна обеспечивать плавное нарастание тока, модуляцию переднего фронта или его пульсирующее включение, необходимое для предотвращения выплесков и повышения стойкости электродов.
В настоящее время выпускаются машины для рельефной сварки общего назначения двух серий. Серия легких машин МР, рассчитанная на токи 16, 25, 40 кА, и новая серия тяжелых машин — на токи 63, 80 и 100 кА.
Ниже приведены технические характеристики машины типа МР- 6918.
| Наибольший вторичный ток, А | 68800±6880 |
| Номинальный сварочный ток, А | |
| Номинальная мощность, кВА | |
| Номинальное усилие сжатия, даН (кгс) | 200(~2000) ±200 |
| Наибольшая длительность прохождения сварочного тока, с | 3,96±0,04 |
| Регулирование сварочного тока | Смешанное |
| Число ступеней регулирования | |
| Нижний предел фазового регулирования %, не более | |
| Максимальное количество одновременно свариваемых рельефов деталей на низкоуглеродистой стали при толщине, мм: 0,5+0,5 1,0+1,0 2,0+2,0 4,0+4,0 |
Машина типа МР-6918 (рис.3) предназначена для электрической контактной рельефной сварки деталей из низкоуглеродистой стали.
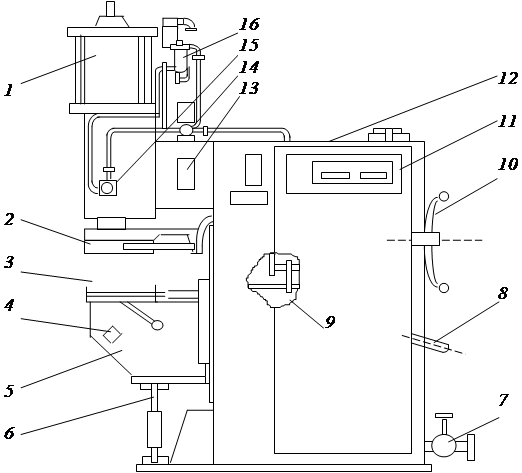 |
Рис. 3. Машина типа МР-6918:
1 — привод пневматический; 2 и 3 — верхние и нижние контактные плиты; 4 — кнопочные посты; 5 — кронштейн; 6 — винт; 7 — система охлаждения; 8 — автоматический выключатель; 9 — сварочный трансформатор; 10 — переключатель ступеней; 11 — регулятор времени; 12 — корпус; 13 — пульт управления; 14 — редуктор; 15 — кран управления; 16 — маслораспылитель
Тиристорный контактор, встроенный в корпус машины, не показан.
Принцип действия машины состоит в сжатии свариваемых деталей и пропускании через них сварочного тока по заданной циклограмме.
Работа машины начинается с одновременного нажатия на кнопочные посты 4, после помещения свариваемых деталей между контактными плитами.
С этого момента автоматически в определенной последовательности и в заданные по длительности отрезки времени совершаются отдельные операции цикла сварки: сжатие, сварка, проковка, пауза (рис. 6).
Для получения одного сварного соединения следует после нажатия сразу же освободить кнопочные посты. Циклы сварки будут повторяться, если кнопочные посты остаются нажатыми.
Дата добавления: 2014-12-27; просмотров: 2555;