Основные механизмы робота.

Рис. 7. Общий вид промышленного робота «Универсал 5.02»
Общий вид робота приведен на рис. 7. Исполнительным механизмом ПР является манипулятор, который обеспечивает установку в пределах рабочей зоны захватного механизма схвата. Манипулятор имеет четыре степени подвижности руки 1 в сферической системе координат, которые реализуются механизмами: поворота 2 относительно оси П – П, выдвижения 3, руки 1 вдоль оси III – III, поворота 4 руки относительно вертикальной оси I – I, подъема 5 руки вдоль оси I – I. Две ориентирующие степени подвижности рабочего органа-схвата 7 создают механизмы 6 вращения кисти руки относительно ее продольной оси III – III и поперечной оси IV – IV. Подвижные механизмы манипулятора защищены от попадания пыли, грязи и масла ограждением 8.
Установочные перемещения руки осуществляются с помощью электромеханических следящих приводов, а ориентирующие движения кисти руки и зажим-разжим схвата – пневмоцилиндрами.
Пневмоблок 9, которым комплектуется ПР, предназначен для подготовки, регулирования подачи сжатого воздуха из заводской сети и блокирования работы манипулятора при падении давления ниже допустимого.
Блок 10 тиристорных электроприводов формирует управляющие напряжения в якорной цепи электродвигателей постоянного тока.
Устройство программного управления 11 позиционного типа имеет возможность записи программы в режиме обучения (по первому циклу) и формирует управляющие сигналы на блок 10, а также технологические команды управления циклом работы манипулятора и обслуживаемого оборудования.
Блоки тиристорного электропривода ЭПТ6-У5.02 обеспечивают управление в следящем режиме электродвигателями постоянного тока типа СЛ-569 и СЛ-661, установленными в механизмах четырех программируемых степеней подвижности манипулятора.
Механизмы электроприводов включают в себя зубчатые или червячные редукторы, параметры которых, даны в кинематической схеме. Обратная связь исполнительных механизмов манипулятора по положению, и скорости осуществляется потенциометрическими датчиками типа ППМЛ, приводящимися с помощью зубчатых редукторов и тахогенераторов типа СЛ-121, которые приводятся в движение специальными зубчатыми или ременными механизмами.
Пневмоблок, которым комплектуется ПР, предназначен для подготовки сжатого воздуха, подаваемого из заводской сети к манипулятору, а также для циклового управления двумя ориентирующими движениями кисти руки и захватным устройством. Приводы этих движений осуществляются от пневмоцилиндров. Для преобразования поступательного перемещения поршня во вращательное движение кисти руки используются винтовой копир (в приводе поворота кисти руки относительно ее продольной оси) и передача рейка-шестерня (в приводе качания кисти относительно поперечной оси). Привод зажима и разжима губок схвата осуществляется рычажным механизмом, присоединенным к штоку пневмоцилиндра. Соединение механизмов манипулятора между собой и устройством аналогового позиционного программного управления типа АПС-1 производится в соответствии с принципиальной электрической схемой.
3.3. Описание захватного устройства робота. При выборе типа зажимного устройства для промышленного робота необходимо в качестве исходных данных учитывать:
1. тип и конструкцию основного и вспомогательного технологического оборудования (например, станков, накопительных или экспортных устройств и т. д.), обслуживаемых данным ПР;
2. характеристики объекта манипулирования;
3. тип и конструкцию самого ПР;
4. особенности технологического процесса, выполняемого робототехническим комплексом.
В зависимости от формы и габарита объектов манипулирования ЗУ могут быть различных типоразмеров:
1. для коротких тел вращения типа фланцев диаметром до 160, 200, 250 и 315 мм (массой от 10 до 40 кг);
2. для длинных тел вращения (типа валов) диаметром до 60, 80, 100 и 160 мм (с массой от 10 до 160 кг);
3. для призматических корпусных изделий размером до 160, 250, 400 мм (с массой от 10 до 40 кг) и т. д.
Конструкция ЗУ определяется двигателем привода исполнительного механизма, преобразующего движение привода в необходимое перемещение рабочих элементов схвата. В ЗУ используют различные исполнительные механизмы для преобразования с определенным отношением линейного или углового движения выходного звена привода в поступательное или вращательное перемещение рабочего элемента.
При этом можно выделить две группы исполнительных механизмов:
1. с постоянным коэффициентом передачи рабочего усилия, не зависящим от положения схвата;
2. с переменным коэффициентом передачи усилия в зависимости от положения схвата.
Преимуществом исполнительных механизмов с переменным передаточным отношением является возможность достижения больших усилий зажима. Однако наибольшие усилия достигаются обычно лишь в узком диапазоне рабочих перемещений.
В связи с этим для обеспечения надежного удержания объектов манипулирования при широком диапазоне их размеров необходимо использовать в ЗУ исполнительные механизмы с постоянным передаточным механизмом (например, зубчато-реечные, винтовые, некоторые рычажные и др.) или предусматривать переналадку исполнительных механизмов с переменным передаточным отношением (например, рычажного типа).
На рис. 8 показан вариант конструкции однопозиционного схвата для деталей типа дисков и фланцев, имеющих широкий диапазон диаметров. Рассматриваемая конструкция обеспечивает центрирование детали независимо от диаметра. Высокая стабильность установки (0,05 – 0,07 мм) достигается за счет профилирования губок схвата.
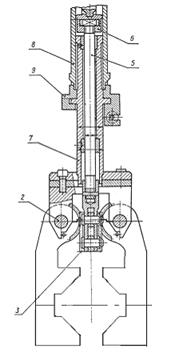
Рис. 8. Захватное устройство
Две пары рычагов 1, выполненных заодно с зажимными губками, свободно установлены на своих осях 2. На рычагах нарезаны зубчатые секторы, входящие попарно в зацепление с рейками 3, которые связаны между собой рычагами 4, образующими шарнирный параллелограмм. Шарнирный параллелограмм обеспечивает независимую работу каждой пары зажимных рычагов 1, что необходимо для захватывания и центрирования деталей. Место соединения тяги 5с гнездом, выполненным во втулке 6 привода зажима и разжима схвата, а также байонетное соединение хвостовика 7 схвата с головкой шпинделя 8 кисти руки унифицированы. Предусмотрены два исполнения унифицированного захватного устройства: сменное и быстросменное. В сменном захватном устройстве хвостовик 7 крепится к шпинделю 8 кисти руки при помощи байонетного замка 9, накидного рычага 10 с резьбой и гайки 11. В быстросменном захватном устройстве применяется только байонетное крепление 9, которое может быть использовано и при автоматической смене схвата. При установке хвостовик 7 вводится в гнездо с одновременным отжимом фиксатора 10, который при повороте схвата на 90° входит под действием пружины в отверстие во фланце.
Дата добавления: 2014-12-22; просмотров: 2407;