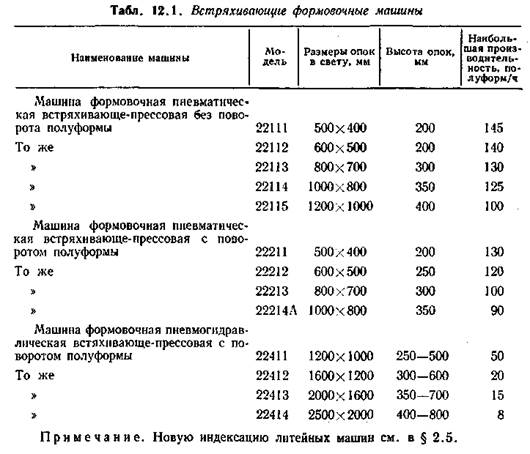
Конструктивные схемы встряхивающих литейных формовочных машин
Индексация отечественных встряхивающих формовочных машин ранее обозначалась тремя цифрами: 2 — группа оборудования (формовочные и стержневые машины); 3, 5, 6, 7 — типы формовочных встряхивающих машин; 1—9 — размеры и конструктивные особенности машины. Так, машины без поворота полуформы и допрессовки со штифтовым съемом обозначались — мод. 242, 243;
без поворота полуформы с допрессовкой — мод. 271;
без поворота полуформы с допрессовкой и рамочным съемом полуформ — мод. 265, 265М, 2М265, 266, 267, 268.
Буква М, стоящая в начале или в конце индекса, указывает на то, что конструкции этих машин подвергались модернизации; 2М - дважды модернизированная.
Машины с поворотом полуформы, допрессовкой и поворотным столом — мод. 253М, 254М.255.
С поворотом полуформы, без допрессовки, с перекидным столом и вытяжным механизмом — мод. 231, 232, 233, 234М, 235, 236 и 237, а также машины с поворотным столом и откатной тележкой (специальные) - мод. 845, 846 и 847.
Большинство перечисленных марок машин постепенно будет снято с производства и заменено новыми моделями (табл. 12. 1).
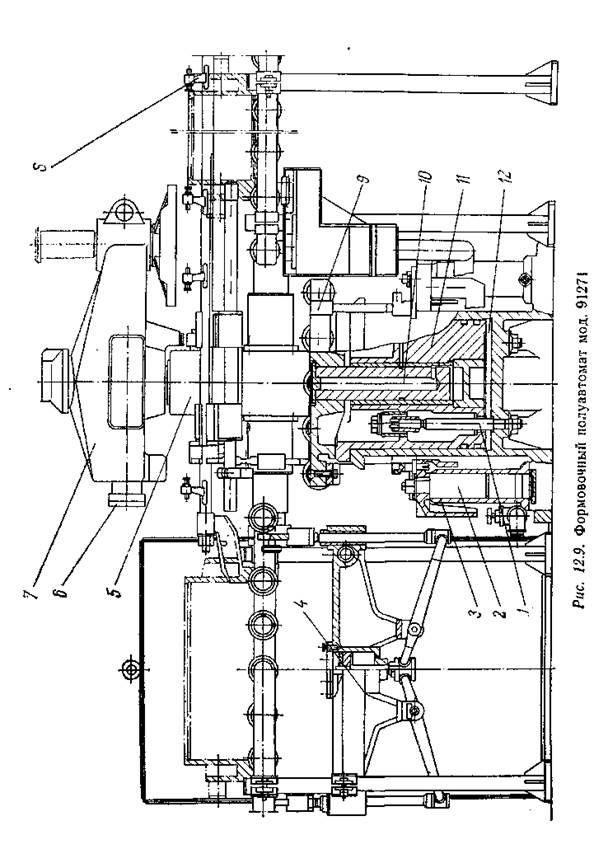
Формовочный полуавтомат мод. 91271 (рис. 12.9) предназначен для формовки в мелких опоках (400X500X200 мм).
Цифра 9 обозначает, что машина автоматическая, 1 — однопо-зиционная, 271 —индекс базовой модели машины.
Машина состоит из встряхивающего 2 и прессующего 3 механизмов, а также из механизма 7 подъема опоки, заключенных в одной станине.
Прессовый цилиндр 4 занимает центральную часть станины. В его дно вставлены два штыря 5, ограничивающие подъем прессового поршня, который одновременно служит цилиндром для встряхивающего поршня. В верхней части колонны 9, прикрепленной к станине, размещается прессовая траверса 11, которая поворачивается на оси при помощи специального пневматического цилиндра 10 со штоком-рейкой.
Вытяжной механизм состоит из двух цилиндров, прикрепленных на станине. В цилиндрах перемещаются поршни 6, к штокам которых привернуты поперечины. На поперечинах установлены штифты с кромочными рольгангами 1. При помощи вытяжного механизма производится также установка опоки на модель. В машине имеется механизм передвижения опок 12, а также устройство 8 для облегченияповорота готовой полуформы перед выдачей ее на сборку.
|
Максимальная производительность машины - 100-120 съемов в час, максимальная грузоподъемность встряхивания — 1,5 кН (150 кгс) сила прессования — 60 кН (6000 кгс).
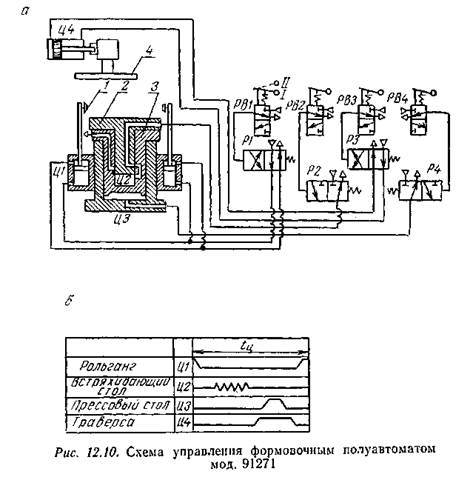
На рис. 12.10 приведена схема управления такой машиной. Включение и выключение пневмоцилиндров Ц1, Ц2, Ц3, Ц4 осуществляется в соответствии с циклограммой (рис. 12.10, б) главными воздухораспределителями Р1, Р2, РЗ и Р4, которые в свою очередь управляются вспомогательными воздухораспределителями РВ1, РВ2, РВЗ и РВ4.
Работает машина следующим образом (рис 12.10, а). Устанавливая рукоятку воздухораспределителя РВ1 в положение II, направляем воздух в распределитель Р1 для перемещения его золотника. При этом воздух из сети начнет поступать в штоковые полости цилиндров Ц1, и рольганг 1 с опокой опуститься на модельную плиту. Затем, после заполнения опоки смесью воздействуя таким же образом на распределители РВ2 и Р2, включается цилиндр Ц2 встряхивающего стола 2. Начинается встряхивание. После определенного числа ударов переводят распределитель РВ2 в исходное положение. Встряхивание прекращается, так какраспределитель Р2 перекрывает поступление воздуха во встряхивающий механизм.
Далее производят подпрессовку формы, для чего сначала через распределители РВЗ и РЗ направляют воздух из сети в нештоковую полость цилиндра Ц4 (штоковую полость соединяют с атмосферой) и тем самым устанавливают прессовую траверсу 4 над столом машины. Затем с помощью распределителей РВ4 и Р4 включают в работу прессовый цилиндр ЦЗ и производят прессование.
По окончании прессования, воздействуя на соответствующие воздухораспределители РВ, опускают поршень 3 в исходное положение отводят прессовую траверсу, поднимают рольганги Ц1 - производят отделение модели, а затем выкатывают готовую полуформу из машины на очередную позицию.
Управляет машиной оператор. В последних моделях этой машины (91271БМ) продолжительность циклов встряхивания и прессования регулируется реле времени, расположенным в шкафу управления.
На базе машины мод. 91271 созданы и работают автоматические формовочные линии.
Формовочные машины мод. 2М265 (рис. 12.11) предназначены для изготовления полуформ в опоках размером 800 х 700 х 300 мм и состоят из литой станины, в центре которой расположен прессовый цилиндр 6 с поршнем 5. Прессовый поршень служит одновременно и цилиндром для встряхивающего поршня 4, отлитого заодно с рабочим столом, к которому снизу прикреплены два вибратора 3, включаемые при протяжке модели, а также для интенсификации процесса уплотнения смеси.
К верхней плоскости станины прикреплены четыре цилиндра 1 служащие для подъема и опускания протяжной рамы, к которой прикреплены механизмы 2 подъема кромочного рольганга.
Машина снабжена счетчиком ударов, прекращающим встряхивание при достижении заданного числа ударных циклов 7, а также обдувочным соплом 8.
Управление машиной осуществляется с пульта, на котором расположены необходимые аппараты (воздухораспределители // и 10)и приборы 9.
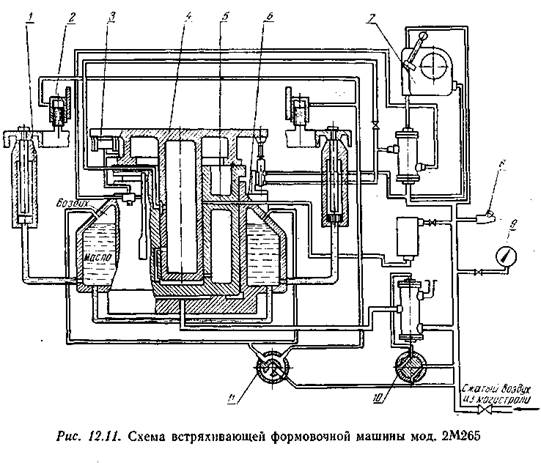
Работает машина следующим образом. После установки опоки на модельную плиту и заполнения ее смесью производят уплотнение встряхиванием путем подачи сжатого воздуха под встряхивающий поршень. Затем осуществляется подпрессовка, для чего воздух подается под прессовый поршень. Протяжка модели производится с помощью протяжной рамы, опускаемой и поднимаемой гидроцилиндрами. Давление масла в этих цилиндрах создается сжатым воздухом.
На базе этой машины созданы и работают автоматизированные формовочные блоки (мод. АЛ91265С), из которых компонуются автоматизированные формовочные линии.
Дата добавления: 2019-10-16; просмотров: 1158;