Особенности уплотнения форм встряхиванием
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ ЛИТЕЙНЫЕ МАШИНЫ
Процесс уплотнения встряхиванием - наиболее распространенный, широкоуниверсальный, достаточно простой и надежный способ формовки, в наибольшей степени приближающийся к технологическим требованиям по распределению плотности по высоте формы. Этот процесс не отличается высокими требованиями к смеси и оснастке. Однако он, наряду с указанными преимуществами, обладает рядом существенных недостатков.
Встряхивающие формовочные машины не обеспечивают требуемой геометрической и размерной точности отливок. Работа сопровождается шумом, вибрацией, пылевыделением, передачей энергии удара на окружающие здания, сооружения и др. Применение встряхивания в комбинации с прессованием уменьшает эти недостатки, но не исключает их полностью
В последние десятилетия процесс встряхивания вытесняется более современными способами уплотнения: импульсным, пескодувно-прессовым и др
Анализ способа уплотнения встряхиванием
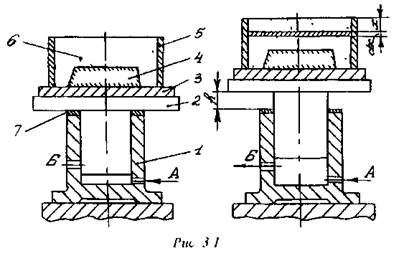
При уплотнении смеси на встряхивающей формовочной машине (рис.3.1 ) стол 2 с поршнем, вместе с модельно-опочной оснасткой - 1,4.5 и смесью - 6 под действием сжатого воздуха, посыпающего через впускное окно А , поднимается на некоторую высоту (h = 50 - 80 мм) Находящийся в подпоршневом пространстве воздух через выхлопное окно Б уходит в атмосферу, давление под поршнем резко снижается, стол под действием силы тяжести падает и ударяется о станину - 1 и смесь под действием сил инерции уплотняется. Для смягчения удара на станине размещают упругиепрокладки - 7 из плотной резины, дерева и других материалов.
Особенности уплотнения форм встряхиванием
Продолжительность действия уплотняющих сил очень незначительна, и необходимое уплотнение может быть достигнуто только после 20-60 ударов. С увеличением числа ударов приращение степени уплотнения уменьшается, так как при этом происходит накопление пластических и упругих деформаций в смеси, перемещение ее из од них участков формы в другие, обтекание модели и выравнивание структуры смеси.
После некоторого числа ударов приращение уплотнения прекращается — наступает так называемая стабилизация уплотнения. Следовательно, для каждого случая можно найти и задать такой режим работы (т. е. оптимальное число ударов при данной высоте встряхивания), при котором качество уплотнения будет высоким, а расход энергии минимальным.
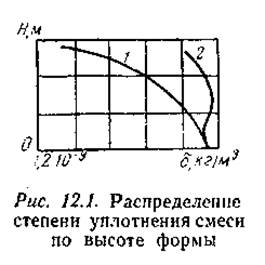
Степень уплотнения смеси при встряхивании по высоте опоки распределяется неравномерно (рис. 12.1, кривая 1). Наибольшее уплотнение — в нижней части, у модельной плиты, так как при ударе на этот слой действует сила инерции всей массы смеси, находящейся в опоке.
По мере удаления от модельной плиты вверх плотность смеси уменьшается. Верхний слой ее почти совсем не уплотняется, так как масса его незначительна. Поэтому после уплотнения встряхиванием верхний слой формы обычно доуплотняют одним из следующих способов: трамбованием при помощи ручных или пневматических трамбовок; помещением в опоку некоторого избытка формовочной смеси (в объеме наполнительной рамки) для компенсации уменьшения объема смеси при ее уплотнении, а также для создания дополнительного давления; нагружением формы (т. е. встряхиванием с добавочным грузом); подпрессовкой. При подпрессовке давление прессовой колодки передается по всей высоте формы, уменьшаясь с глубиной (рис. 12.1, кривая 2).
За меру уплотняющего воздействия при встряхивании принимают удельную работу а (Дж/м2), сообщенную смеси за n ударов стола:
где G - сила тяжести формовочной смеси, Н; F0 - площадь опоки, м2; h - высота подъема встряхивающего стола (высота падения), м; n - коэффициент, учитывающий потери живой силы падающих частей машины вследствие трения и противодавления воздуха: h = 0,3-0,7; или же работу, отнесенную к 1 H силы тяжести смеси в опоке G1 (Дж/Н):
Обе формулы не учитывают энергию, которую получает форма в момент упругого удара падающего стола о неподвижные части машины. Эта энергия также уплотняет форму, составляя 10— 15% общей энергии удара.
Для определения зависимости средней степени уплотнения формовочной смеси (кг/м3) от удельной работы встряхивания проф. Н. П. Аксеновым было предложено эмпирическое уравнение
где К - коэффициент уплотняемости формы встряхиванием; К = 0,35-0,55; а - удельная работа встряхивания, кгс • дм/см2.
Как и эмпирическое уравнение прессования (11.2), уравнение встряхивания имеет пределы применения и позволяет получить зависимость, близкую к действительной только при определенных значениях а (наиболее часто встречающихся на практике).
Уплотнению встряхиванием присущи серьезные недостатки:
1) длительность процесса, особенно с учетом дополнительного уплотнения верхних слоев смеси;
2) многостадийность операции уплотнения;
3) высокие энергозатраты;
4) динамичность действия, требующая сооружения громоздких фундаментов;
5) тяжелые условия труда (шум, сотрясения и пр.);
6) трудность создания надежно действующих устройств для автоматической стабилизации плотности набивки форм;
7) трудность автоматизации всего комплекса операций процесса изготовления форм.
На встряхивающих машинах можно уплотнять формы для большого диапазона развеса и конфигурации отливок как при мелкосерийном, так и при крупносерийном характере производства.
Дата добавления: 2019-10-16; просмотров: 1890;