Статистический и входной контроль качества продукции.
Статистический приемочный контроль— это выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки соответствия качества изделий установленным требованиям. Основной его задачей является отбраковка партий, засоренность которых дефектными экземплярами изделий превышает уровень, регламентированный нормативной документацией для нормального хода производства.
Следует отметить, что разработанные технологические процессы зачастую не учитывают уже внедренные в отечественную и зарубежную практику передовые достижения науки и техники. Бывает и так, что технология контрольных операций не разрабатывается или указывается только средство контроля, а методика их применения передоверяется контрольному аппарату. В действительности же должно быть так: технологи одновременно с разработкой технологии производства разрабатывают технологические процессы контрольных операций и назначают средства контроля, а аппарат ОТК должен их последовательно и без отступлений выполнять.
Внедрению методов статистического регулирования технологических процессов должен предшествовать анализ точности и устойчивости каждой из его операций. Необходимо, чтобы коэффициент рассеяния (Кр) был меньше или равен единице, чтобы отсутствовали грубые нарушения технологического процесса, оперативно выявлялись и устранялись причины основных разладок. Коэффициент рассеяния характеризует степень соответствия поля рассеяния (w) полю допуска (δ):
Кр = w / δ (4.11)
где w— поле рассеяния контролируемого параметра соответствующей выборки.
В свою очередь, поле рассеяния определяется по формуле:
w = l *s (4.12)
где l — коэффициент, зависящий от закона распределения значений параметров (определяется по таблицам);
s - среднее квадратическое отклонение значений параметров в соответствующей выборке (определяется по таблицам).
Сущность статистического регулирования технологических процессов состоит в том, что в определенные моменты времени из совокупности единиц продукции, прошедших данный процесс, отбирают выборку и измеряют контролируемый параметр. По результатам измерений определяют одну из статистических характеристик, значение которой наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о его продолжении без корректировки.
7.4.Контрольные карты
Контрольная карта — карта, на которой для наглядности отображения состояния технологического процесса отмечают значения соответствующей регулируемой выборочной характеристики смежных выборок или проб. Проба — определенное количество нештучной продукции, отобранное для контроля. Выборка — изделие или определенная совокупность изделий, отобранных для контроля из партии или потока продукции.
Поток продукции — продукция одного наименования, типономинала или типоразмера, исполнения, находящаяся в движении на технологической линии.
По значениям контролируемого параметра в последовательных выборках контрольные карты позволяют своевременно обнаружить разладку технологического процесса и принять меры к ее устранению. Сигналом разладки технологического процесса является выход регулируемой статистической характеристики за границу регулирования. Время отбора выборок устанавливают равным фактическому отрезку времени между разладками процесса в предшествующем периоде. По количественному признаку контрольные карты можно разделить на две группы: для регулирования уровня настройки технологических операций — карты (xi, xср, хп);для регулирования точности технологических операций — карты (Xi, S, R).
Одновременное ведение двух карт называется методом статистического регулирования.
Контрольные карты в настоящее время являются одним из основных инструментов в обширном арсенале статистических методов контроля качества. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально карты использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производств и проведений корректировки процесса в соответствии со знаниями специалиста, управляющего производством. Карта хранила информацию о том, когда, кто, на каком оборудовании получал брак.
Однако в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая накапливала бы информацию не только для, ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений, называются кумулятивными.
Выбор плана статистического регулирования уровня наладка производится в такой последовательности: задаются среднее квадратическое отклонение показателя качества σ в предположении, что эта величина не меняется за межнастроечный период, среднее значение показателя качества μ0 (как правило, середина поля допуска), которому соответствует продукция наилучшего качества, и μ1 — среднее значение показателя качества, которому соответствует максимально допустимая доля брака; назначается карта средних арифметических значений или карта медиан.
Уравнение нормального закона распределения имеет вид:
У= (1/ σ√2π )* е-((x-хср)^2 / 2σ ^2) (4.13)
где У— плотность вероятности, или частота;
σ — среднее квадратическое отклонение величины;
х — случайная величина, имеющая пределы от - ∞до +∞;
хср — среднее значение величины;
е — основание натуральных логарифмов.
Метод медиан и индивидуальных значений (хп - xi) рекомендуется применять при отсутствии автоматических средств измерения, вычисления и управления процессами по статистическим оценкам хода процесса. Метод средних арифметических значений и размахов (хп- R)целесообразно использовать для процессов с высокими требованиями к точности, в экспресс -лаборатории анализов, измерения, вычисления и управления процессами по результатам определения статистических характеристик при наличии автоматических устройств.
Рассмотрим подробнее метод статистического регулирования по средним арифметическим значениям и размахам (хср-R), так как он применяется чаще. Отклонения, возникающие в процессе производства (независимо от причин), обычно являются очень незначительными. Если, например, изготавливаемая деталь должна иметь длину 3 мм +0,075 мм или 3 мм - 0,005 мм, то длина многих деталей фактически составит от 2,925 до 3,075 мм, т.е. немного больше или меньше. После изготовления некоторого количества деталей отклонение принимает постоянный характер. Если бы детали падали в бункеры в соответствии с их точными размерами, большая часть их попала бы в бункер, предназначенный для 3-мм деталей. Некоторые упали бы в другие бункеры, однако число деталей в следующих бункерах, предназначенных для деталей длиной меньше или больше 3 мм, сокращалось бы пропорционально их расстоянию от центрального бункера. Чем больше изготовлялось бы деталей, тем симметричнее было бы их распределение. При этом кривая распределения приняла бы симметричную форму: по обе стороны от ее середины образуются две подобные равномерно убывающие ветви, асимптотически приближающиеся к оси X (рис. 4.7).
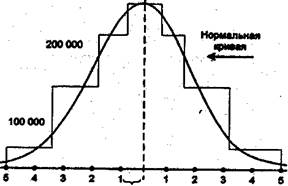
Стандартное отклонение
Рис. 4.7 Стандартное отклонение (по закону нормального распределения)
Симметричное распределение изменчивых величин называется нормальным. Любая нормальная кривая полностью характеризуется двумя параметрами: средней арифметической величиной и мерой рассеяния или разброса, именуемой стандартным отклонением, т.е. средним квадратическим отклонением, равным квадратному корню из средней арифметической квадратов отклонений индивидуальных значений наблюдаемых отклонений от их средней арифметической:
√∑(хi - хср)2 / n (4.14)
где хср— средняя арифметическая;
х— наблюдаемое значение;
n— число наблюдаемых значений.
При нормальном распределении средняя арифметическая плюс или минус одно стандартное отклонение (х±1) составляет тот предел, куда попадают 68,3% изделий, то же самое при двух отклонениях (х±2) — 95,5%, при трех (х±3) — 99,7% изделий. На контрольных картах по существу используются нормальная кривая и контрольные границы, показанные на нормальной кривой. При использовании контрольных карт арифметических средних (х) и контрольных карт размахов (R)отбор образцов изделий производится через определенные промежутки времени, а контролируемый признак измеряется и усредняется. В примере качественным признаком является длина детали.
Служба контроля качества вывешивает контрольные карты для каждого отдельного станка или производственного процесса. Эти карты часто помешают у станков, и их могут вести сами рабочие или контролеры. Контрольная карта позволяет установить изменения процесса обработки во времени, вызванные затуплением инструмента, усталостными явлениями металла, ослаблением крепления обрабатываемого материала и инструмента, человеческим фактором и т.п.
Одним из главных компонентов производства, непосредственно обеспечивающих качество продукции, является технологический процесс. От его совершенства, точности и устойчивости зависит стабильность качества, надежность и долговечность изделий.
Точность технологического процесса — это степень соответствия результатов его исполнения установленным требованиям, устойчивость (надежность) — это свойство сохранять точность признаков качества при протекании процесса без остановки. Объектами контроля точностиявляются все элементы технологического процесса; продукция на разлитых стадиях ее изготовления; оборудование и оснастка, используемые при изготовлении продукции; деятельность работников, участвующих в технологическом процессе. Контроль точности технологических процессов проводится на стадиях технологической подготовки производства и серийного выпуска изделий. Проверки могут быть систематическими (плановыми), которые проводятся по графикам, утвержденным руководителем предприятия, и специальными — в случаях внедрения новых технологических процессов, их изме-нения или совершенствования, запуска в производство новой продукции и др.
Для проведения контроля точности технологических процессов продукция представляется различными способами.
При способе «ряд» единицы продукции, поступающие на контроль, должны быть упорядочены: пронумерованы сплошной нумерацией и расположены таким образом, чтобы любую из них можно было легко найти и взять (единицы продукции должны поступать на контроль в виде однородных партий).
При способе «россыпь» единицы продукции неупорядочены, их трудно нумеровать и почти невозможно отыскать и взять. Они поступают на контроль в виде партий, сформированных независимо от количества продукции, изготовленной в процессе производства (в каждой партии большое количество единиц продукции).
При способе «поток» единицы продукции поступают непрерывным потоком одновременно с выпуском продукции. На контроль поступает большое их количество в упорядоченном виде, любую можно легко отыскать и взять.
На практике способы «россыпь» и «в упаковке» применяются одновременно. При этом выбранные упаковочные единицы следует брать примерно в равных количествах.
В зависимости от способа представления продукции на контроль применяются следующие методы отбора единиц продукции.
Отбор с применением случайных чисел пригоден для однородной продукции, представляемой на контроль способом «ряд». Он используется при всех остальных способах представления однородной продукции, если это не ведет к большим трудностям экономического или технического порядка. Метод предполагает предварительную сплошную нумерацию единиц продукции. Все номера должны иметь одно и то же количество цифр. Номера с разным количеством цифр вначале следует дополнить нулями (слева).
Многоступенчатый отбор удобен, когда на контроль представляют однородную продукцию в упаковке, т. е. в упаковочных единицах, содержащих одинаковое количество единиц продукции. Выборку делают по ступенькам, а единицы продукции в каждой ступени отбирают случайным образом из единиц, отобранных в предыдущей ступени. Следует предварительно указывать объем выборки и количество упаковочных единиц, входящих в нее.
Отбор «вслепую» (метод наибольшей объективности) применяют для продукции, представленной на контроль «россыпью», а также в том случае, когда использование метода отбора с применением случайных чисел технически затруднено или экономически невыгодно. Этот метод не пригоден, когда бракованные единицы продукции можно определить органолептически.
Систематический отбор применяется для продукции, представленной на контроль в виде потока. Единицы продукции или количество единиц продукции нужно отбирать через определенный интервал времени. Например, если выборка должна составить 5% от контролируемой партии, то отбирают каждую 20-ю единицу. Данным методом можно образовать выборку, если имеется определенный порядок следования единиц продукции. При этом необходимо учитывать, что в следующих одна за другой единицах продукции значение контролируемого параметра не должно меняться с той же периодичностью, что и периодичность отбора единиц в выборку.
Мероприятия по организации входного контроля являются неотъемлемой частью технологической подготовки производства и предусматриваются графиками ее проведения. Под входным контролем качества продукции (ВККП) понимается контроль изделий поставщика, поступивших к потребителю и предназначенных для использования при изготовлении, ремонте или эксплуатации изделий. Основной его целью является исключение возможности проникновения в производство сырья, материалов, полуфабрикатов, комплектующих изделий, инструмента с отступлениями от параметров качества, предусмотренных нормативной документацией.
При проведении входного контроля применяют планы и порядок проведения статистического приемочного контроля качества продукции по альтернативному признаку. План контроля — это совокупность значений объемов выборок n, приемочных и браковочных чисел.
Контроль по альтернативному признаку — это контроль по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории годных либо дефектных, а последующее решение о контролируемой совокупности принимают в зависимости от обнаруженных в выборке или пробе дефектных единиц продукции или же от количества дефектов, приходящихся на определенное число единиц продукции.
Приемочное число — это контрольный норматив, являющийся критерием для приемки партии продукции. Он может быть равным максимальному числу дефектных единиц (дефектов) в выборке или пробе в случае статистического приемочного контроля по альтернативному признаку либо соответствующим предельному значению контролируемого параметра в выборке или пробе в случае статистического приемочного контроля по количественному признаку.
Браковочное число — это контрольный норматив, являющийся критерием для забракования партии продукции. Он может быть равным минимальному числу дефектных единиц (дефектов) в выборке или пробе в случае статистического приемочного контроля по альтернативному признаку либо соответствующим предельному значению контролируемого параметра в выборке или пробе в случае статистического приемочного контроля по количественному признаку. Единица продукции — отдельный экземпляр штучной продукции или определенное в установленном порядке количество нештучной или штучной продукции. Дефектная единица продукции — это единица продукции, имеющая хотя бы один дефект.
При выборочном контроле план входного контроля должен соответство-вать плану контроля приемо-сдаточных испытаний, установленных в стандартах и ТУ.
Дата добавления: 2019-02-07; просмотров: 2385;