Соединения резьбовые
Большое распространение в современном машиностроении получили разъемные соединения деталей машин, осуществляемые с помощью резьбы. Хотя существует много методов крепления двух и более частей, простота сборки и разборки, которая обеспечивается резьбовыми соединениями, делает такие соединения идеальным выбором для многих применений. Поэтому оно является наиболее распространенным типом разъемных соединений и применяется во всех отраслях современной промышленности, строительстве и т. д.
В резьбовых соединениях используются различные типы резьбы, в зависимости от требований, предъявляемых к соединению, и выполняемых им технических задач. К достоинствам резьбовых соединений можно отнести взаимозаменяемость деталей, высокую технологичность изготовления, высокую надежность, массовое распространение. Резьбовое соединение может обеспечивать относительную неподвижность деталей или перемещение одной детали относительно другой. Эти соединения обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки.
Простота изготовления, удобство сборки и разборки, сравнительно малые размеры и масса конструктивного элемента удовлетворяют как технологическим, так и эксплуатационным требованиям, предъявляемым к данному типу соединений.
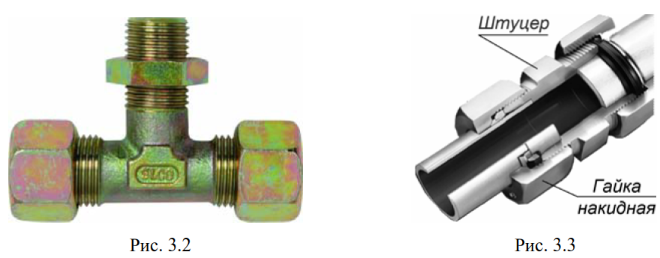
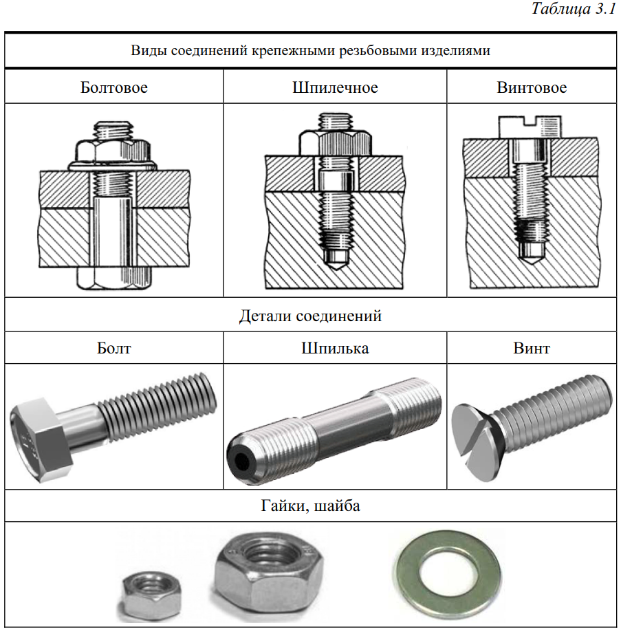
Основные виды резьбового соединения – болтовое, шпилечное и винтовое. Они выполняются с помощью резьбовых крепежных деталей – винтов, болтов, шпилек и гаек. Помимо этого соединение может осуществляться резьбой, нанесенной непосредственно на соединяемые детали. Например, на рис. 3.2 показано резьбовое соединение трех деталей.
ГОСТ 11708–82 дает следующее определение: «Резьбовое соединение – это соединение двух деталей с помощью резьбы, в которой одна из деталей имеет наружную резьбу, а другая – внутреннюю резьбу».
На рис. 3.3 показано соединение нескольких деталей с помощью резьбы: одна из деталей (штуцер) имеет наружную резьбу, а две другие, одна из которых накидная гайка – внутреннюю.
В табл. 3.3 представлены виды резьбовых соединений, в которых применяют крепежные изделия. Чтобы представить, какую важную роль в технике играют разного рода крепежные детали, отметим, что в телефонном аппарате их используется 73, посудомоечной машине – 115, холодильнике – 275, автопогрузчике с вилочным захватом – 940, крытом грузовом железнодорожном вагоне – 1200, токарно-револьверном станке – 1650, автомобиле – 3500, реактивном самолете – 1,5 млн.
Трудно вообразить, насколько широк у конструкторов выбор элементов резьбовых соединений с учетом размеров, допустимых нагрузок и видов резьбы.
О роли крепежных деталей с точки зрения экономики, можно судить по результатам недавно сделанной в Великобритании оценки, показавшей, что на соединение конструктивных элементов различных систем приходится от 20 до 40 % общих расходов, связанных с изготовлением этих систем. Примерно то же самое наблюдается и в США.
В пневматических, гидравлических и теплотехнических установках применяются резьбовое соединение труб без крепежных деталей.

Трубы соединяют специальными деталями – фитингами, которые применяются в тех случаях, когда конец одной трубы невозможно непосредственно соединить с концом другой трубы или когда трубы расположены под углом. В зависимости от назначения фитинги могут быть прямые или переходные, а также они могут быть различной формы (табл. 3.2).
Из истории. Рассмотрим только болтовое соединение, сыгравшее важнейшую роль в истории развития разъемных крепежных элементов.
История создания болта тянется глубоко в древность. Прародителем этого изделия считается всемирно известный ученый и изобретатель Архимед, который придумал бесконечный винт и использовал его для создания винтового шнекового насоса, а также для спуска галер на воду и многих других изобретений. Изучив внимательно принцип работы бесконечного винта, Архимед пришел к идее болта. Болты без резьбы также нашли применение, хотя и ограниченное – они использовались еще в Древнем Риме.
Жители этой страны использовали подобного рода изделия в качестве своеобразного крепежа для дверей. Болт в те времена являл собой стержень, обладающий специальным отверстием, в которое вставлялся клин, препятствующий смещению болта. Кстати, болты с самого начала были деревянными. Не исключено, что римляне первыми стали использовать винты для дерева (шурупы), которые изготовлялись из бронзы или даже из серебра. Резьба на винтах нарезалась вручную, или ее заменяла проволока, накрученная на стержень и припаянная к нему. Очевидно, это изобретение было утрачено с исчезновением Римской империи.
В действительности же болты и гайки с винтовой нарезкой появились лишь где-то в середине XV в. Тогда их изготовляли вручную, причем резьба в этом случае нарезалась при помощи напильника, и каждую гайку можно было навинтить только на один, соответствующий именно ей болт.
В том же столетии винты наряду с другими крепежными деталями были использованы И. Гутенбергом в сконструированном им печатном станке. Вскоре их стали применять часовых дел мастера и изготовители воинских доспехов. В записных книжках Леонардо да Винчи, относящихся к концу XV – началу XVI вв., есть наброски проектов нескольких винторезных станков.
Болт – это крепежная деталь, представляющая собой цилиндрический стержень с головкой и наружной резьбой. Если резьба не по всей длине болта, то диаметр в той его части, где нет нарезки, примерно такой же, как и диаметр резьбы, измеренный на верши- нах ее витков.
Гайка – металлическая деталь, имеющая обычно квадратную или шестигранную форму, с отверстием в центре. Внутри отверстия имеется резьба, соответствующая резьбе стандартного болта. Первый такой станок, получивший практическое применение, был изобретен в 1568 г. французским математиком Ж. Бессоном. К концу XVII в. винты стали широко использоваться в огнестрельном оружии.
Первые документированные сведения о гайках с резьбой относятся к концу XVI – началу XVII вв. Как и винты, первые гайки также изготавливались вручную и были плохо обработанными.
Гайки стали соединять с винтами, по-видимому, в начале XVII в. Винты тогда были прямые с торцом без фаски и больше походили на современные болты, чем на конические шурупы. В одной из книг, изданных в Англии в 1611 г., уже используется словосочетание «гайка для винта». Винтом стали называть болт, имеющий резьбу. Подобрать болт и соответствующую ему гайку было делом нелегким, когда же удавалось найти такую пару, винт и гайку держали соединенными до их использования в каком-либо механизме или сооружении.
Проблема, которую не удавалось решить вплоть до начала XIX столетия, – это отсутствие единообразия резьб, нарезаемых на болтах и гайках. До конца XVIII в. резьбы больших размеров, как правило, наносились горячей ковкой: по горячей заготовке болта кузнецы ударяли специальным ковочным штампом или другим формообразуюшим инструментом. Нарезка более мелких резьб производилась на примитивных токарных станках; режущий инструмент при этом приходилось удерживать вручную, и поэтому получить резьбу постоянного профиля не удавалось.
Ситуация поменялась в 1800 г., когда британский изобретатель Г. Модсли выстроил первый токарно-винторезный станок, на котором можно было изготовлять винты любого диаметра с любым шагом резьбы. Его современник Ч. Хольтзапффель в собственном пятитомном труде «Токарная и слесарная обработка» писал, что «меж 1800 и 1810 гг. Модсли сделал практически полный поворот от старенького, неидеального и полного неожиданных случайностей метода производства винтов... к современному, научно обоснованному и отличающемуся высочайшей точностью способу, на который в собственных расчетах опираются инженеры».
В 1801 г. Уитни подсказал еще одну важную идею – о взаимозаменяемости частей в машинах.
Резьбы на болтах были стандартизованы. В Великобритании принят стандарт на резьбы, предложенный в 1841 г. Дж. Витвортом, а в США – стандарт, предложенный в 1864 г. У. Селлерсом. Унифицированная система резьб, которая включает элементы обоих указанных стандартов, была введена в 1948 г. и получила распространение в США, Канаде и Великобритании. Стандартная система метрической резьбы, разработанная Международной организацией по стандартизации (ISO), была принята в 1964 г. Она получила распространение в странах, использующих метрическую систему мер. Оптимальная метрическая система крепежных изделий, предложенная Институтом промышленных крепежных изделий в 1971 г. как усовершенствованный вариант стандарта ISO, легла в основу системы Американского национального института стандартов (ANSI/ISO) и стала международным стандартом метрической резьбы.
Несовместимость систем Витворта и Селлерса стала причиной многих технических осложнений в годы первой и второй мировых войн, когда американская и английская армии сталкивались с необходимостью иметь взаимозаменяемые части вооружения. Начиная с 1918 и вплоть до 1948 г. обе страны делали попытки привести две системы в соответствие. На конференции, состоявшейся в 1948 г. в Вашингтоне, США, Канада и Великобритания приняли Унифицированную систему резьбы, которая включала элементы как системы Витворта, так и системы Селлерса. Существенную роль в стандартизации дюймовой винтовой резьбы сыграл Институт промышленных крепежных изделий, созданный ведущими северо- американскими фирмами, специализирующимися на производстве крепежных деталей.
В том же году Международная организация по стандартизации ИСО (ISO) приступила к разработке системы стандартизации винтовых резьб, единой для многих стран мира. Когда в 1964 г. эта работа была завершена, международная конференция в Нью-Дели приняла две системы: систему дюймовой резьбы ISO (такую же, как и вышеуказанная Унифицированная система) и систему метрической резьбы ISO, которая должна была заменить множество различных национальных систем. На том основании, что крепежные детали, изготовленные в соответствии с новой метрической системой, оказались хуже по сравнению с теми, которые изготовлялись по дюймовой системе ISO, Институт промышленных крепежных изделий рекомендовал в 1970 г. разработать более совершенную метрическую систему.
В 1971 г. группа специалистов этого института представила проект Оптимальной метрической системы крепежных деталей. Среди прочих предложений проект предусматривал такой профиль резьбы, который бы стал стандартным для крепежных изделий, применяемых в авиационно-космической технике, а также для изделий из металла с повышенной усталостной прочностью. Это предложение было учтено в той системе, которая сейчас является международным метрическим стандартом: системе ANSI/ISO (ANSI – сокращенное название Американского национального института стандартов).
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускающее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах. Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, используемых на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР – ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТы для трапецеидальных резьб на основе модернизированных американских стандартов Акме (Acme).
Дата добавления: 2017-03-18; просмотров: 4743;