Обозначение резьбы и нанесение размеров
Резьбы всех типов изображаются на чертежах одинаково. По условному изображению нельзя определить тип резьбы, которая должна быть нарезана на детали. Тип резьбы (табл. 3.4) и ее основные размеры (табл. 3.5) указывают на чертежах особой надписью, называемой обозначением резьбы.
Обозначение резьбы включает в себя: тип резьбы, шаг и ход резьбы, класс точности, направление резьбы, номер стандарта. На- правление резьбы указывается только для левой резьбы (LH). На учебных чертежах можно не указывать поле допуска и класс точности резьбы.
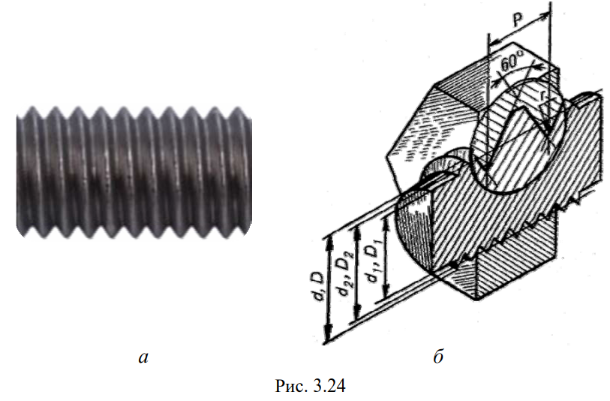
Резьба метрическая. Метрическая резьба (рис. 3.24, а) называется так потому, что величина ее наружного диаметра и шаг резьбы обозначаются в миллиметрах.
Профиль метрической резьбы – равносторонний треугольник. Угол профиля a = 60° (рис. 3.23, б). Особенностью профиля метрической резьбы является то, что его вершины срезаны. Основные размеры для метрической резьбы общего назначения устанавливает ГОСТ 24705–2004.
Метрическая резьба является основной крепежной резьбой. Это резьба однозаходная, преимущественно правая. Каждому номинальному диаметру этой резьбы соответствует один крупный (основной) и несколько мелких шагов. Метрические резьбы подобны по профилю, но имеют различный шаг, а, следовательно, и глубину нарезки резьбы.
Следует отметить, что резьба с мелким шагом считается более прочной, чем с крупным при равных наружных диаметрах. Резьба подобного типа используется в наиболее загруженных полых деталях, а также в элементах, которые подвержены сильным толчкам и сотрясениям. Регулировочные гайки также имеют подобную резьбу, поскольку она позволяет осуществить более точную регулировку.
В условное обозначение метрической резьбы должны входить: буква М, номинальный диаметр резьбы и числовое значение шага резьбы, выраженные в мм и разделенные знаком «´».
Пример: М 8´1,25
Крупный шаг в обозначении резьбы может быть проставлен
или опущен, так как он один для данного номинального диаметра резьбы.
Пример: М 8
Для левой резьбы условное обозначение дополняется буквами LH.
Пример: М 8´1 – LH.
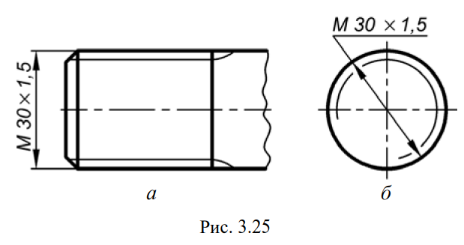
Пример нанесения размера на наружную резьбу с условным обозначением резьбы:рис. 3.25, а – на главном виде; б – на виде слева:
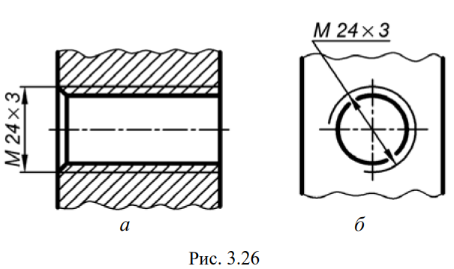
Пример нанесения размера на внутреннюю резьбу с условным обозначением резьбы:рис. 3.26, а – на главном виде; б – на виде слева:
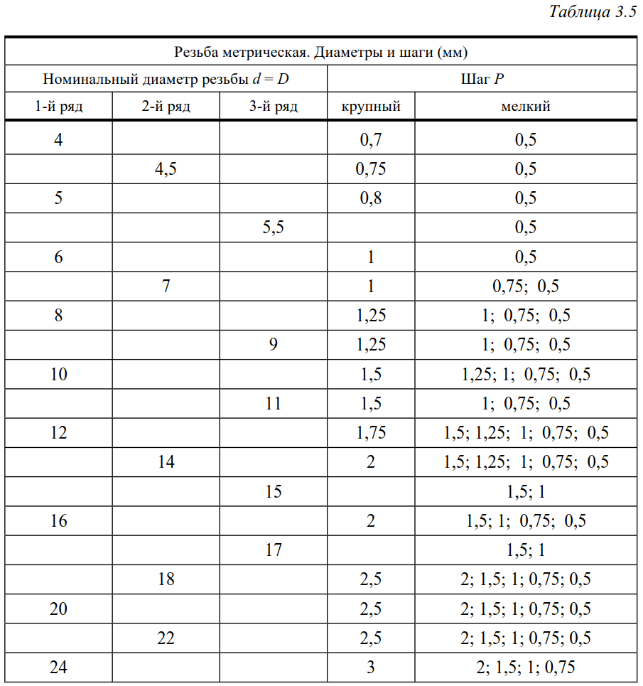
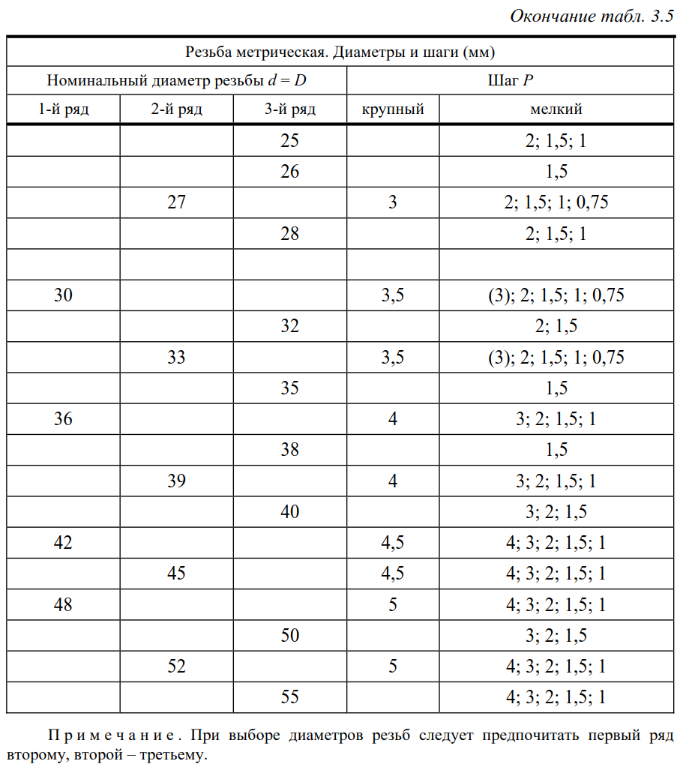
В табл. 3.5 даны значения диаметров и шагов метрической резьбы в соответствие с данными, указанными в ГОСТ 8724–2002.
Резьба метрическая коническая. Метрическая коническая резьба с углом профиля – 60° выполняется с конусностью 1:16 и номинальными диаметрами от 6 до 60 мм по ГОСТ 25229–82.
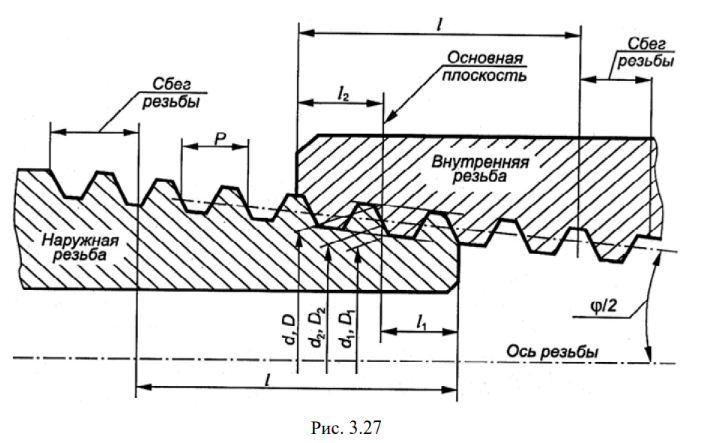
Основная плоскость метрической конической резьбы (в отличие от конической дюймовой) смещена относительно торца отверстия на некоторое расстояние l2(рис. 3.27). В основной плоскости метрическая коническая резьба имеет общие размеры с метрической резьбой, имеющей номинальный профиль по ГОСТ 9150–2002. Данное подобие позволяет образовывать резьбовые соединения наружной конической резьбы с внутренней цилиндрической резьбой.
Условное обозначение метрической конической резьбы должно состоять из букв МК, номинального диаметра и шага резьбы, например:
МК 16´1,5; МК 16´1,5 – LH – для левой резьбы.
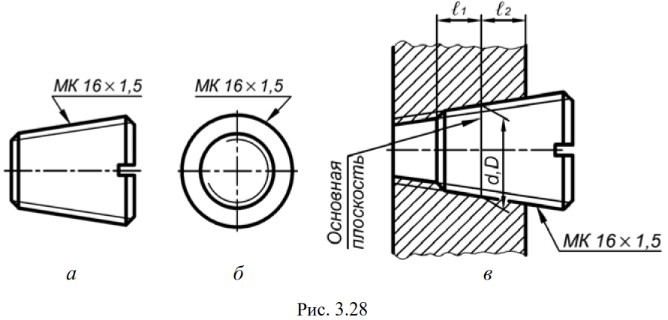
Условное обозначение метрической конической резьбы на чертеже наносится на полке линии-выноски. Пример нанесения размера показан рис. 3.28: а – на главном виде; б – на виде слева.
Условное обозначение конического резьбового соединения соответствует принятому для конической резьбы (рис. 3.28, в).
Внутренняя метрическая цилиндрическая резьба, предназначенная для соединения с наружной конической, обозначается с указанием номера стандарта конической резьбы (только для внутренней цилиндрической резьбы), например: МК 16´1,5; М 16´1,5 ГОСТ 25229–82.
Метрическая коническая резьба, так же как и трубная применяется в соединениях трубопроводов с повышенным давлением.
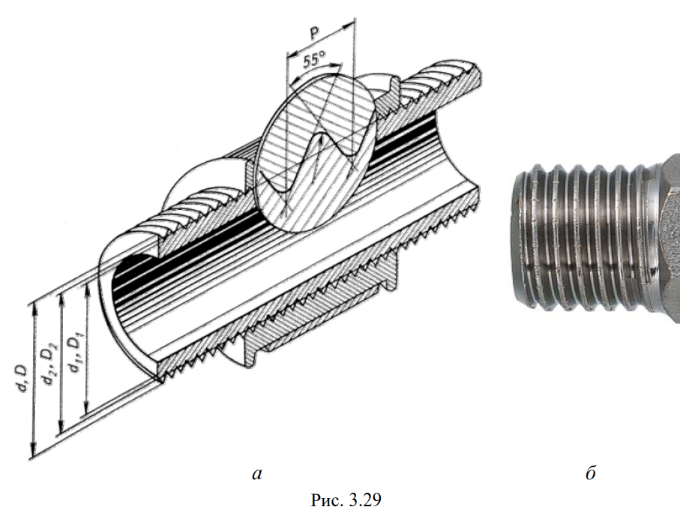
Резьба трубная цилиндрическая. Профиль резьбы – равно- бедренный треугольник с углом при вершине 55° (ГОСТ 6357–81). Вершины выступов и впадин закруглены на 1/6 высоты производящего треугольника (рис. 3.29), что делает трубную резьбу более герметичной по сравнению с резьбой метрической.
Шаг трубной резьбы мельче шага дюймовой (на один дюйм приходится больше ниток), а, следовательно, и глубина трубной резьбы меньше. Это дает возможность нарезать такую резьбу на тонкостенных деталях.
Трубная резьба применяется там, где необходимо плотное соединение и отсутствие зазоров. В большинстве случаев она применяется для соединения труб, арматуры трубопроводов и фитингов. На рис. 3.29, б приведен пример участка детали с трубной наружной резьбой.
В условное обозначение трубной цилиндрической резьбы входят буква G, размер резьбы в дюймах (без знака "), класс точности среднего диаметра резьбы – А или В (менее точный).
Если для метрической резьбы указывается в обозначении размер диаметра, соответствующий его действительному размеру, то в трубной резьбе размер, указываемый в обозначении, приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющий условный проход 25 мм, то есть приблизительно равен одному дюйму. Фактический наружный диаметр резьбы равен 33,249 мм, то есть больше на две толщины стенки трубы. В обозначении указывается число дюймов, которое от- носится к внутреннему диаметру основной трубы (рис. 3.30), т. е. к условному диаметру трубы (к 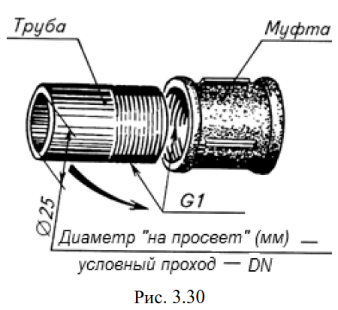
диаметру «на просвет» – просматривающемуся на свет).
Поэтому обозначение трубной резьбы наносят на полке линии- выноски. Примеры условного обозначения резьбы:
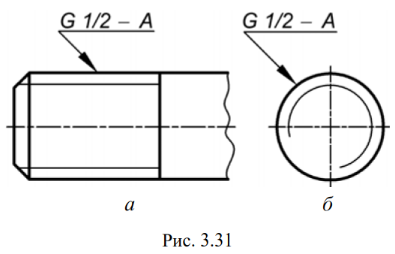
G1/2–А – трубная цилиндрическая наружная резьба с внутренним диаметром (диаметром проходного отверстия) 1/2дюйма и классом точности А. Пример нанесения размера показан рис. 3.31: а – на главном виде; б – на виде слева.
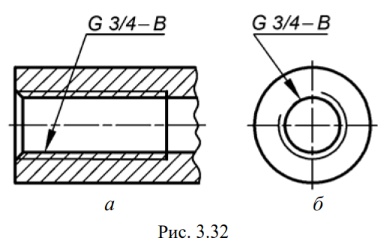
G3/4–В – трубная цилиндрическая внутренняя резьба с диаметром проходного отверстия 3/4дюйма для той трубы, которая будет ввинчена в данную деталь, класс точности – В. Пример нанесения размера приведен нарис. 3.32: а – на главном виде; б – на виде слева.
Пример обозначения трубной цилиндрической левой резьбы:

G 1/2 LH – В – левая резьба класса точности В.
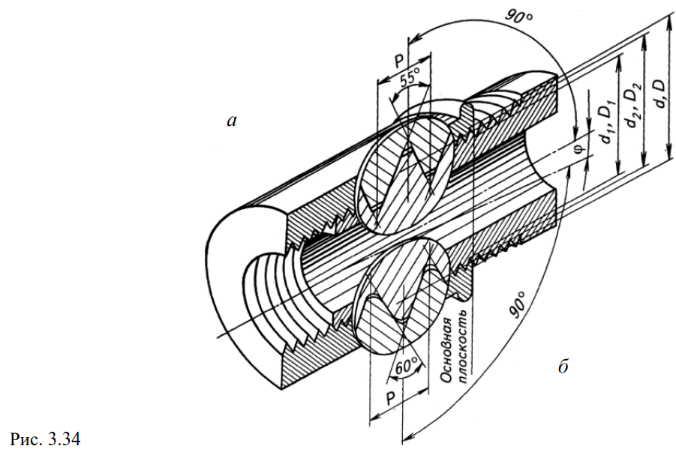
Резьба трубная коническая(рис. 3.33). Профиль и основные размеры трубной конической резьбы должны соответствовать ГОСТ 6211–81. Угол профиля трубной конической резьбы – 55°, конусность –1:16 (рис. 3.34, а).
Так как у конической резьбы диаметр непрерывно изменяется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической. Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).
Трубная коническая резьба применяется достаточно широко. Она имеет ряд преимуществ по сравнению с цилиндрической резьбой в тех случаях, когда требуется от резьбового соединения полная герметичность, без каких-либо дополнительных уплотнителей. Потому что, в конической трубной резьбе герметичность обеспечивается за счет деформации витков. Трубную коническую резьбу применяют для соединения труб и муфт при наличии высоких давлений и температур. Например, для деталей трубопроводов – масляные и бензиновые баки, карбюраторы и т. п. Применяют также соединение наружной конической резьбы с внутренней цилиндрической резьбой, так как в основной плоскости размеры трубной конической резьбы совпадают с размерами трубной цилиндрической. Но такое соединение возможно применять только при обыкновенном давлении – в газопроводах, водопроводах и др.
Условное обозначение трубной конической резьбы состоит из букв:
R – коническая наружная резьба; Rc– коническая внутренняя резьба.
Примеры условного обозначения резьбы, рис. 3.35:
а) R 3/4 – резьба трубная коническая наружная 3/4″ ;
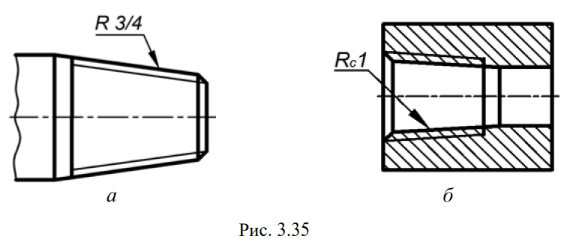
б) Rc1 - резьба трубная коническая внутренняя 1″.
Резьба коническая дюймовая. Основные параметры конической дюймовой резьбы установлены ГОСТ 6111–52. Профиль такой резьбы имеет форму треугольника с углом при вершине 60° (рис. 3.34, б). Нарезают ее на поверхностях с конусностью 1:16. Биссектриса угла профиля перпендикулярна оси резьбы.
Условное обозначение конической резьбы состоит из буквы K, размера ее в дюймах с указанием знака (″) и номера стандарта, например: K 1/2″ ГОСТ 6111–52.
Обозначение конической резьбы наносят на горизонтальной полке линии-выноски, проведенной от основной линии резьбы, как трубные резьбы. Пример нанесения размера показан нарис. 3.36:
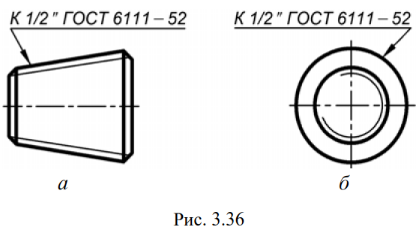
а – на главном виде;
б – на виде слева.
Такая резьба применяется в топливных, масляных, водяных, и воздушных трубопроводах машин и станков при невысоких давлениях.
Резьба дюймовая. В настоящее время в России применение дюймовой резьбы не применяется при проектировании новых машин. Ее используют, в основном, при ремонте импортного оборудования и при изготовлении запасных деталей.
Профиль дюймовой резьбы представляет собой равнобедренный треугольник с углом 55° при вершине; выступы и впадины профиля резьбы плоско срезаны на 1/6высоты производящего треугольника в соответствие с ОСТ НКТП 1260.
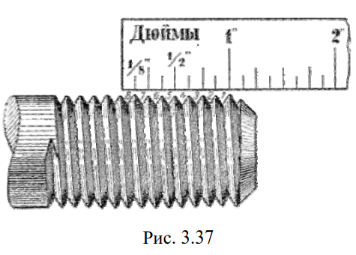
На рис. 3.37 изображен конец болта с дюймовой резь- бой, у которого на один дюйм приходится 8 витков, т. е. шаг резьбы равен 1/8 дюйма.
Дюймовая резьба называется так потому, что величина ее наружного диаметра обозначается в дюймах (1″ = 25,4 мм). Нарезается она на диаметрах от 3/16″ до 4″. Вместо шага для каждого размера дюймовой резьбы устанавливается число витков (ниток) на длине один дюйм.
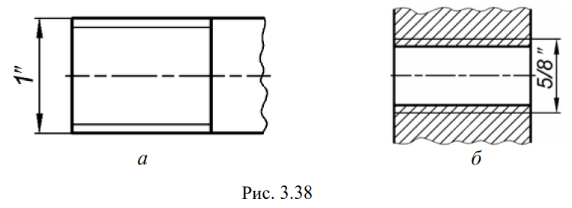
В условном обозначении дюймовой резьбы указывается число дюймов ее наружного диаметра, как для наружной (рис. 3.38, а), так и для внутренней резьбы (рис. 3.38, б).
Резьба трапецеидальная.Трапецеидальная резьба (рис. 3.39, а) относится к ходовой резьбе и предназначена, главным образом, для передачи возвратно-поступательного движения и осевых усилий. Резьба бывает однозаходной (ГОСТ 24737–81) и многозаходной (ГОСТ 24739–81). Профиль резьбы – равнобокая трапеция с углом 30° (рис. 3.39, б).
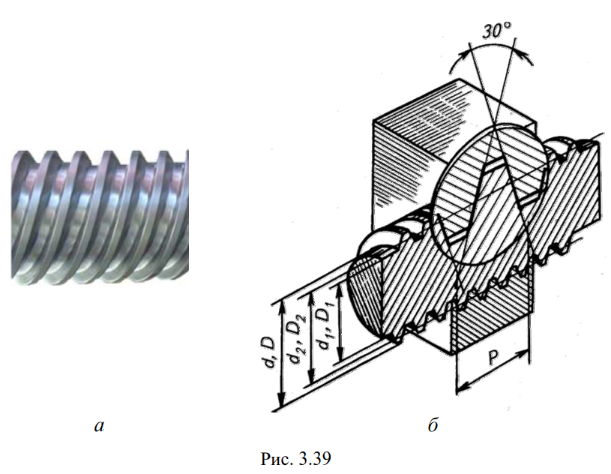
Для многозаходных резьб применяются те же профили, что и для однозаходных. Трапецеидальная резьба так же, как и метрическая может иметь различные шаги при одном и том же диаметре.
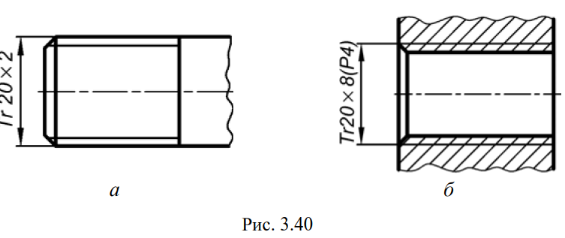
Условное обозначение трапецеидальной резьбы:
– однозаходнойсостоит из букв Tr, значения номинального диаметра и шага, например, Tr 20 ´ 2 (рис. 3.40, а);
– многозаходной состоит из букв Tr, значения номинального диаметра, хода и в скобках шага резьбы с буквой Р, например, Tr 20 ´ 8(Р4) (рис. 3.40, б).
Резьба упорная. Профиль резьбы – неравнобокая трапеция, одна боковая сторона которой наклонена на угол 3°, образуя рабочий угол профиля. Другая сторона трапеции наклонена на угол 30° и образует задний угол профиля (рис. 3.41, а; б). Впадины профиля закруглены, а выступы плоско срезаны. Диаметры, шаги, условное изображение и обозначение упорной резьбы устанавливает ГОСТ 10177–82.
Упорная резьба применяется в винтовых конструкциях, которые подвергаются в процессе работы односторонне направленным усилиям, например, в домкратах, тисках, прессах и других механизмах.
Условное обозначение упорной резьбы состоит из буквы S, номинального диаметра и шага резьбы. Например: S 80´10 – однозаходная резьба (рис. 3.41, в); S 50´20 (Р8) – двухзаходная резьба номинальным диаметром 50 мм, шагом 8 мм и ходом 20 мм.
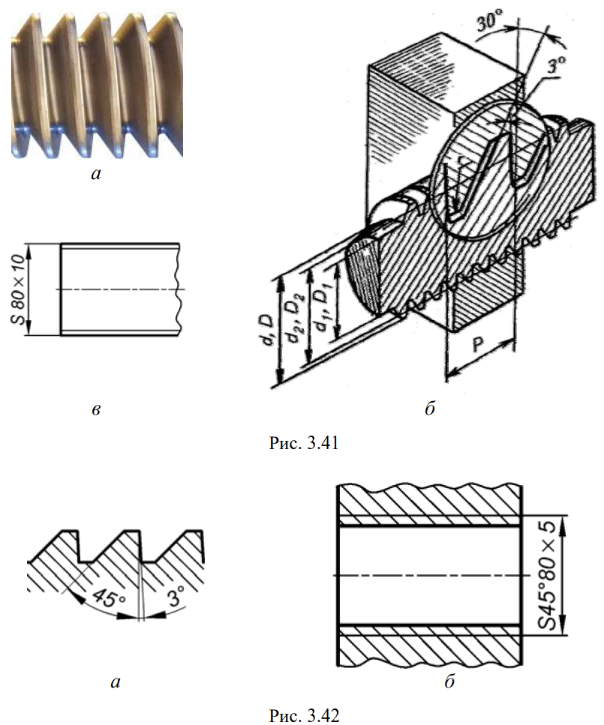
Для особо больших нагрузок применяют резьбу упорную усиленную (ГОСТ 13535–87), производящей фигурой которой является неравнобокая трапеция с углами наклона боковых сторон про- филя 45 и 3° (рис. 3. 42, а).
Это однозаходная резьба с диаметрами от 80 до 2000 мм. В условное обозначение упорной усиленной резьбы входят буква S, значение угла 45°, номинального диаметра и шага – S 45° 80´5 (рис. 3.42, б).
Резьба круглая. Круглая резьба образуется кривой, полученной в результате сопряжения двух дуг одинакового радиуса. Профиль круглой резьбы может быть различным в зависимости от назначения резьбы. Круглая резьба имеет ограниченное применение в промышленности.
Надо отметить, что круглая резьба отличается длительным сроком службы. Она может быть изготовлена не только путем нарезания, но также отливкой или накатыванием на деталях, выполненных из тонкого листового металла. Круглая резьба получила широкое распространение для цоколей и патронов электрических лампочек и подобных изделий (рис. 3.43, а). Такая резьба относится к крепежной.
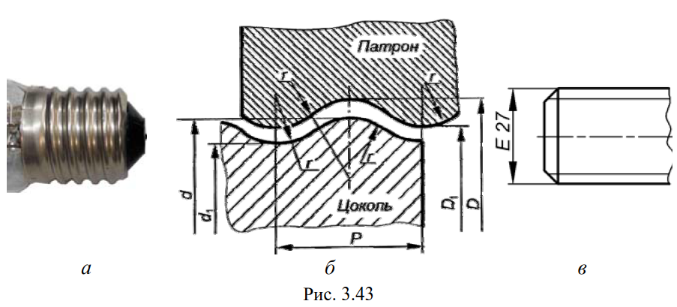
Основные параметры круглой резьбы (рис. 3.43, б) для металлических и неметаллических элементов (керамических и пластмассовых), применяемых в электротехнических изделиях устанавливает ГОСТ 6042–83 «Резьба Эдисона круглая».
Пример условного обозначения резьбы Эдисона круглой:
– для металлических элементов: Е 27 (рис. 3.43, в);
– для неметаллических элементов: Е 27/N.
Резьба круглая для санитарно-технической арматуры, изготавливается по ГОСТ 13536–68 только с диаметром d = 12 мм.
В обозначении указывают буквы Кр, наружный диаметр резьбы, шаг, с обязательным указанием стандарта:
Кр 12´2,54 ГОСТ 13536–68, где 2,54 – шаг резьбы в мм.
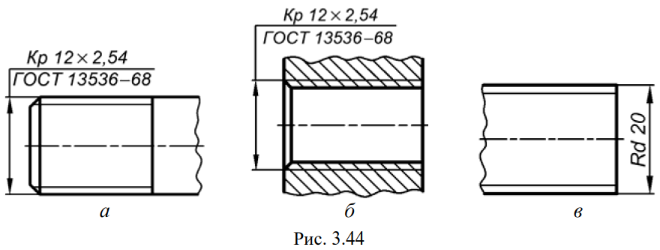
Примеры изображения и обозначения круглой резьбы: на рис. 3.44, а – для наружной резьбы; на рис. 3.44, б – для внутренней резьбы.
Аналогичный профиль имеет резьба круглая для диаметров от 8 до 200 мм. Такая резьба обозначается буквами: Rd в соответствии со стандартом СТ СЭВ 3293–81, введенному непосредственно в качестве Государственного стандарта РФ. Пример: Rd 20 – круг- лая резьба номинального диаметра 20 мм (рис. 3.44, в).
Резьба специальная. Это резьба со стандартным профилем, но с отличающимся от стандартной резьбы диаметром или шагом.
Условное обозначение такой резьбы состоит из букв Сп и указания профиля резьбы. Например, специальная метрическая резьба с диаметром 36 мм и нестандартным для данного диаметра шагом 0,5 мм обозначается Сп М 36´0,5.
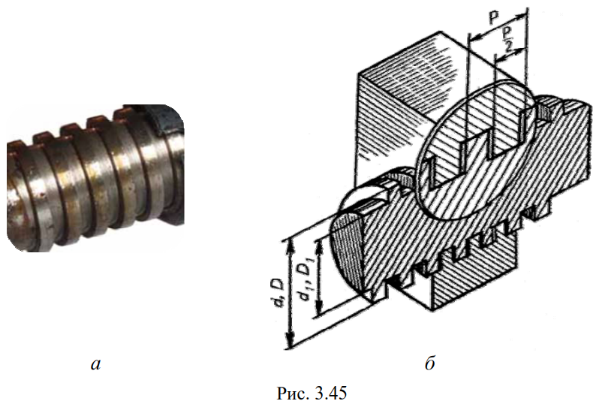
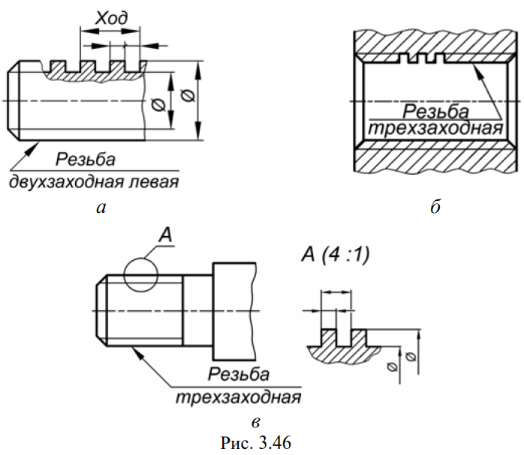
Резьба прямоугольная (квадратная). Прямоугольная (квадратная) резьба (рис. 3.45, а) применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Профилем резьбы является квадрат или прямоугольник (рис. 3.45, б). Прямоугольная резьба не стандартизирована, поэтому на чертеже приводят все данные, необходимые для ее изготовления. Такая резьба задается на чертеже двумя способами: либо местным разрезом: для наружной резьбы – рис. 3.46, а; для внутренней резьбы – рис. 3.46, б; либо с использованием выносного элемента – рис. 3.46, в.
Кроме размеров резьбы, на чертеже указывают дополнительные данные: о числе заходов, о левом направлении резьбы. В каждом случае в надписи добавляют слово «Резьба» (рис. 3.46, а–в).
Прямоугольная резьба применяется для передачи осевых усилий в грузовых винтах (домкратах, прессах), движения в ходовых винтах металлообрабатывающих станков и натяжных винтах транспортеров.
Стандартные (технологические) элементы резьбы. Резьбу изготовляют режущим инструментом с удаления слоя материала, накаткой – путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий.
В силу устройства резьбонарезающего инструмента (рис. 3.47: например, а – метчика, б – плашки, в – резца) образуется сбег резьбы.
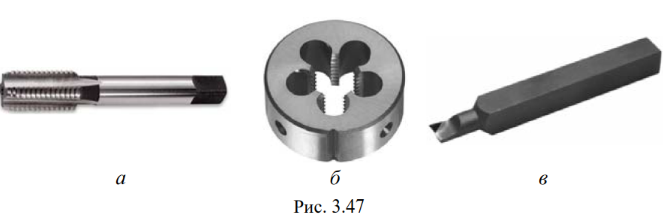
Сбег резьбы – это участок поверхности неполного профиля резьбы (резьба как бы «сходит на нет»), образованный при переходе от участка поверхности детали с резьбой полного профиля к гладкой поверхности.
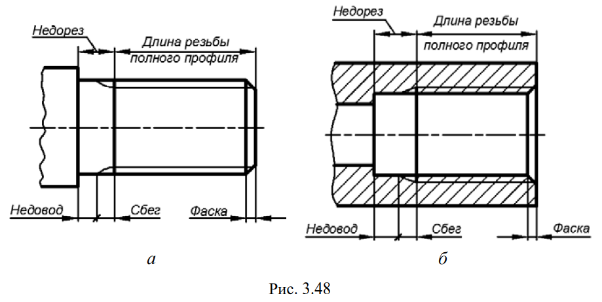
Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы. Сбег плюс недовод образую недорез резьбы (рис. 3.48: а – для наружной; б – для внутренней резьбы).
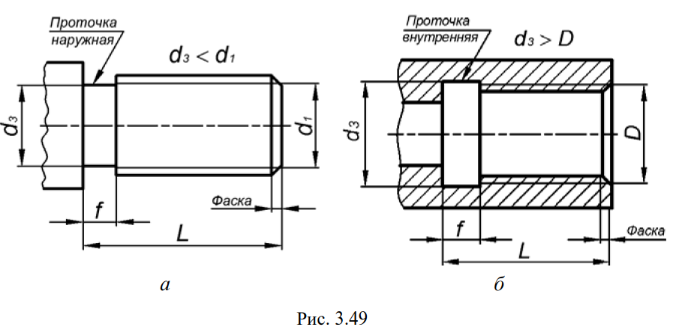
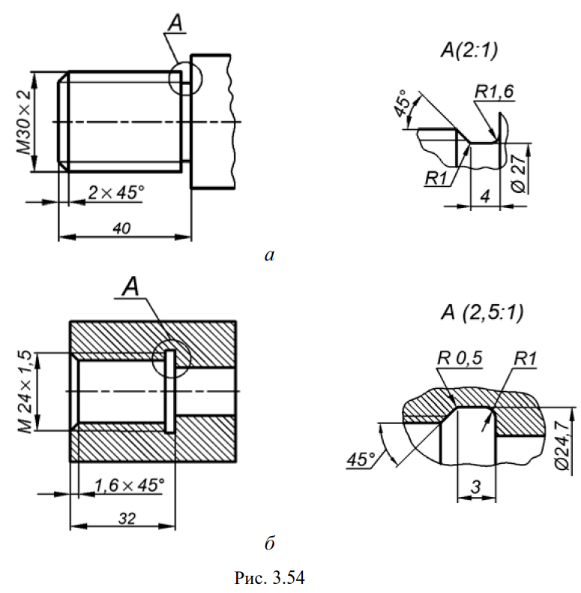
Если требуется изготовить резьбу полного профиля, то на участках сбега и недовода выполняют кольцевые проточки (рис. 3.49, а; б). Диаметр проточки для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 3.49, а), а для внутренней резьбы – немного больше наружного диаметра резьбы (рис. 3.49, б). Форма и величина проточек зависят от типа резьбы, ее диаметра и шага.
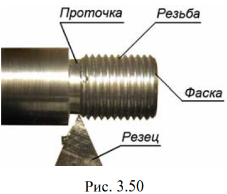
В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (рис. 3.48; 3.49). Фаски и проточки выполняют до нарезания резьбы. Проточки служат, помимо прочего, для вывода резьбообразующего инструмента (рис. 3.50). Размеры фасок, сбегов, недорезов и проточек стандартизированы (ГОСТ 10549–80).
На чертежах проточки изображают упрощенно и дополняют изображение детали выносным элементом (рис. 3.51, а). Часть детали, которая отмечена в выносном элементе, выполняется отдельно на свободном поле чертежа в увеличенном масштабе относительно основного изображения.
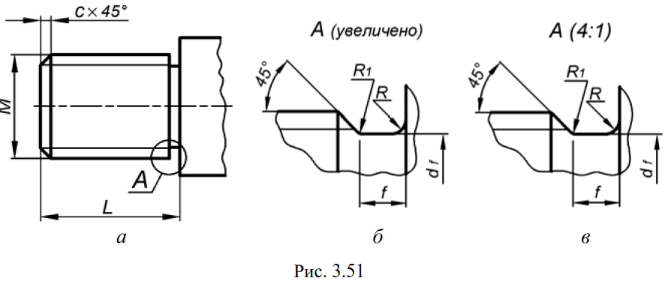
При выполнении эскизов рядом с обозначение выносного элемента пишется слово «увеличено» (рис. 3.51, б), на чертежах указывается точный масштаб, в котором выполнен выносной элемент (рис. 3.51, в).
Выносной элемент «А» (рис. 3.52), определяющий форму и размеры проточек для выхода резьбонарезного инструмента при выполнении наружной метрической резьбы, может быть двух типов: а – тип 1; б – тип 2.
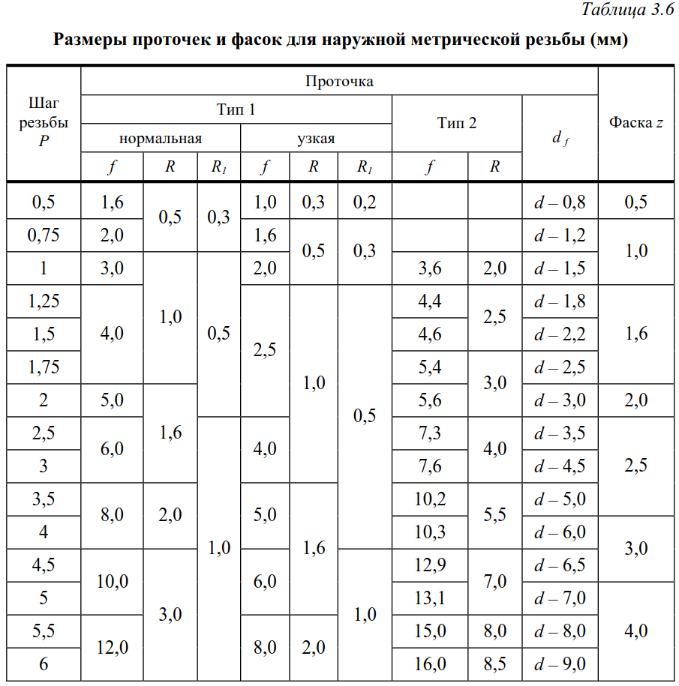
В табл. 3.6 указаны размеры проточек и фасок (рис. 3.52) для наружной метрической резьбы, соответствующие данным ГОСТ 10549–80.
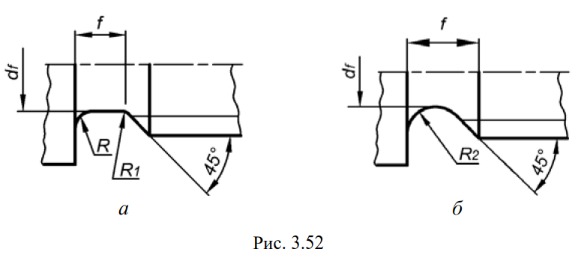
Диаметр проточки dfдля наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (табл. 3.6).
Форма и размеры проточек (рис. 3.53) для внутренней метрической резьбы предусматривается стандартом так же двух типов:
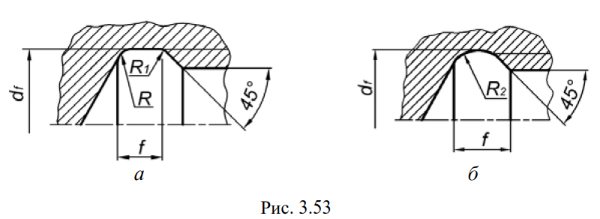
а – тип 1; б – тип 2.
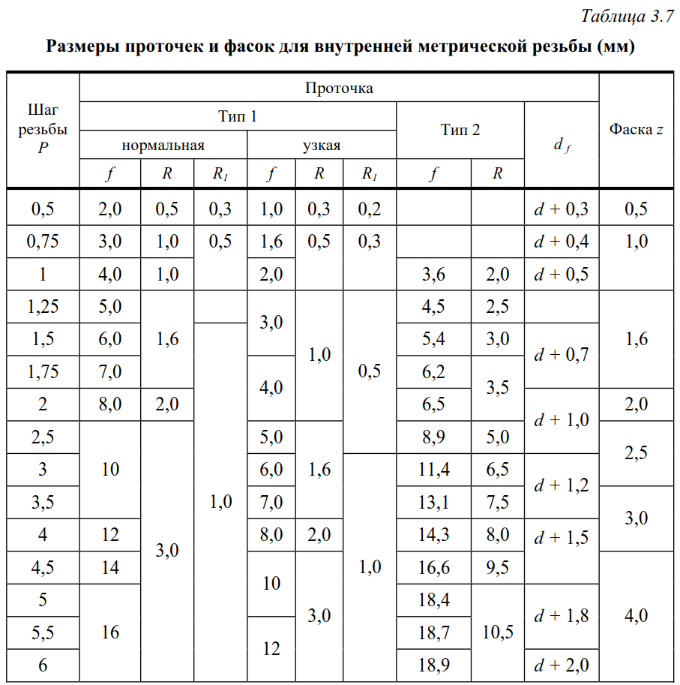
В табл. 3.7 указаны размеры проточек и фасок (рис. 3.53) для внутренней метрической резьбы, соответствующие данным ГОСТ 10549–80.
Диаметр проточки dfдля внутренней резьбы должен быть немного больше наружного диаметра резьбы (см. табл. 3.7).
На рис. 3.54 приведены примеры чертежей участков деталей с резьбой: а – на стержне с проточкой для наружной резьбы; б–в отверстии с проточкой для внутренней резьбы.
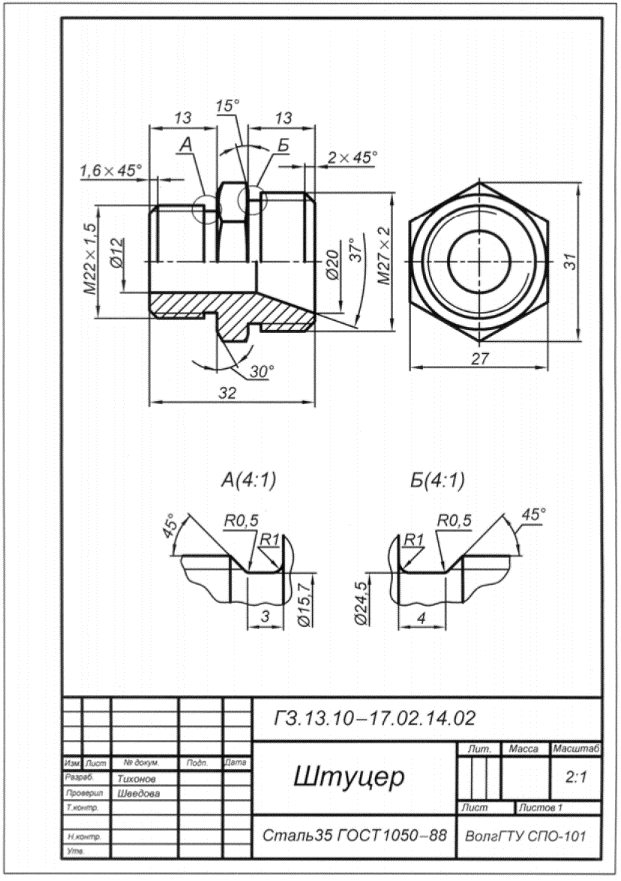
Эскизирование деталей с резьбой. Для примера эскизирования детали с резьбой выбираем штуцер. Штуцер – деталь трубопровода или его соединительного узла, представляющая собой втулку, один из концов которой имеет внутреннюю или наружную резьбу для крепления к различным емкостям или трубопроводам. Форма другого конца штуцера зависит от способа при- соединения к последующим деталям.
Штуцером называют также отрезок трубы небольшого диаметра (10–20 мм) для выпуска воды или воздуха, отбора жидкости из трубопровода с целью измерения ее давления.Многие виды штуцеров стандартизированы. Стандартные детали обычно не эскизируют и для них не выполняют чертежи, поэтому для эскизирования выбираем штуцер (рис. 3.55), который имеет только стандартные элементы: резьбовые участки и участок
с шестигранником.

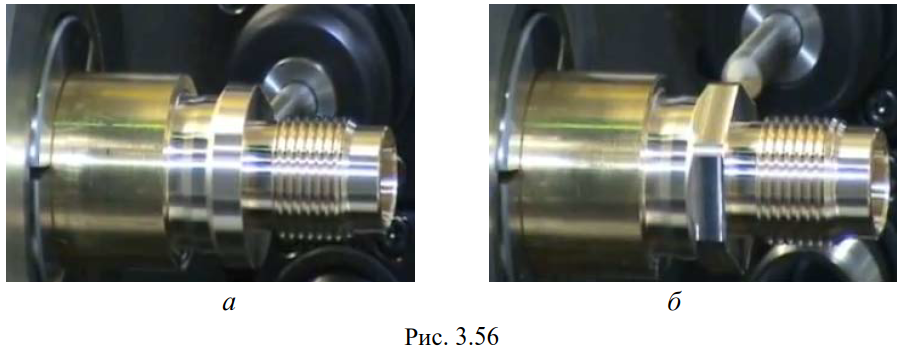
Поскольку штуцер относится к деталям, которые ограничены поверхностями вращения, то на эскизе и на чертеже он располагается так, чтобы его ось была параллельна основной надписи, это первое. Такое положение детали обусловлено еще тем, что при вытачивании ее на станке она расположена горизонтально (рис. 3.56: а – до вытачивания участка шестигранника; б – после вытачивания).
Второе, так как деталь имеет элемент шестигранника, то изображение детали выполняется так, чтобы на главном виде было видно три грани шестигранника. Вид слева выполняется для того, чтобы нанести размер «под ключ» (рис. 3.57, б; 3.58).
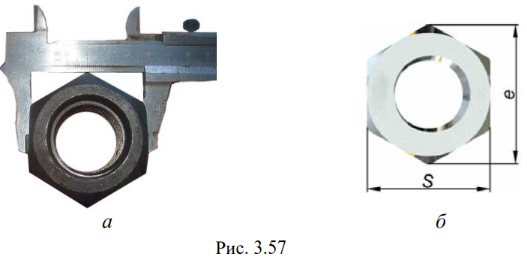
Эскиз выполняется в указанной выше последовательности. Шаг резьбы определяется с помощью резьбомера или по оттиску. Кроме того, для этой детали необходимо определить размер «под ключ». Для этого с помощью штангенциркуля измеряем этот размер аналогично тому, как измеряется размер «под ключ» для гайки (рис. 3.57, а).
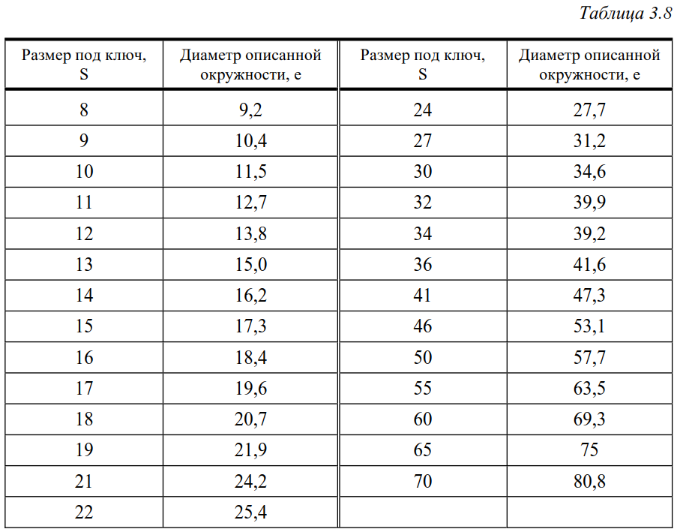
Полученное измерением числовое значение нужно сравнить со стандартным по справочнику и выбрать стандартное значение размера «под ключ» ближайшее к числу, полученное измерением, и, именно, стандартное значение проставить на эскизе. Затем по эскизу выполняется учебный чертеж, пример которого приведен на рис. 3.58.
В табл. 3.8 приведены размеры «под ключ» и диаметры описанной окружности (рис. 3.57, б), необходимые для простановки размеров на участок шестигранника (размеры даны в мм). Данные в таблице размеры соответствуют ГОСТ 6424–73, ГОСТ 8560–78 и ГОСТ 2839–80.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Анурьев, В. И. Справочник конструктора-машиностроителя: В 3 т. / В. И. Анурьев. – М.: Машиностроение, 2001. – Т. 1. – 920 с.; Т. 2. – 912 с.; Т. 3. – 864 с.
2. Инженерная графика. Конструкторская информатика в машиностроении: учебник для вузов / под ред. А. К. Болтухина, С. А. Васина. – М.: Машиностроение, 2005. – 555 с.
3. Инженерная графика: учеб. пособие для студ. высш. учеб. заведений / В. В. Елкин, В. Т. Тозик. – М.: Академия, 2009. – 304 с.
4. Богданов, В. Н. Справочное руководство по черчению / В. Н. Богданов,
И. Ф. Малежик [и др.]. – М.: Машиностроение, 1989. – 864 с.
5. Годик, Е. И. Справочное руководство по черчению / Е. И. Годик, А. М. Хаскин. – М.: Машиностроение. – 1974. – 696 с.
6. Боголюбов, С. К. Черчение: учебник для машиностроительных специальностей средних специальных учебных заведений / С. К. Боголюбов, А. В. Воинов. – М.: Машиностроение. – 1981. – 303 с.
7. Вышнепольский, И. С. Техническое черчение: учебник для сред. проф.- техн. училищ / И. С. Вышнепольский. – М.: Высш. шк., 1981. – 216 с.
8. Черчение: учебник для нач. проф. образования / А. М. Бродский, Э. М. Фазлулин, В. А. Халдинов. – М.: Академия, 2006. – 400 с.
9. Машиностроительное черчение: учебник для машиностроительных и приборостроительных специальностей вузов / Г. П. Вяткин, Андреева А. Н. [и др.]. – М.: Машиностроение. – 1985. – 368 с.
10. Техническое черчение / Е. И. Годик [и др.]. – Киев: Вища школа. – 1983. – 440 с.
11. Левицкий, В. С. Машиностроительное черчение и автоматизация выполнения чертежей: учебник для втузов / В. С. Левицкий. – М.: Высш. шк., – 2000. – 422 с.
12. Новичихина, Л. И. Техническое черчение: справ. пособие / Л. И. Новичихина. – Мн.: Выш. шк., 1983. – 222 с.
13. Ройтман, И. А. Машиностроительное черчение: учеб. пособие для студ. средн. спец. учеб. заведений / И. А. Ройтман. В 2 ч. – М.: Гуманит. изд. центр ВЛАДОС, 2002. – Ч. 1. – 240 с., Ч. 2. – 240 с.
14. Фролов, С. А. Машиностроительное черчение: учеб. пособие для втузов / С. А. Фролов, А. В. Воинов, Е. Д. Феоктистова. – М.: Машиностроение. 1981. – 304 с.
15. Дунаев, П. Ф. Конструирование узлов и деталей машин: учеб. пособие для студ. техн. спец. вузов / П. Ф. Дунаев, О. П. Леликов. – М.: Академия, 2004. – 496 с.
16. Курс черчения: учебное пособие для техникумов / Н. С. Дружинин,
П. П. Цыблов. – М.: МАШГИЗ. – 1961. – 268 с.
17. Янковский, К. А. Техническое черчение: учебник для сред. проф.-техн.
училищ / К. А. Янковский, И. С. Вышнепольский. – М.: Высш. шк., 1978. – 191 с.
18. Иванов, Ю. Б. Атлас чертежей общих видов для деталирования: учеб. пособие для втузов / Ю. Б. Иванов. – М.: Машиностроение. – 1971. – 123 с.
19. Иванов, А. С. Конструируем машины шаг за шагом: В 2 ч. – М.: Изд-во
МГТУ им. Н. Э. Баумана, 2003. – Ч. 2. – 392 с.
20. Решетов, Д. Н. Детали машин: учебник для студентов машиностроительных и механических специальностей вузов / Д. Н. Решетов. – М.: Машиностроение. – 1989. – 496 с.
21. Грейвс, Е. Болты и гайки / Е. Грейвс [Электронный ресурс]. – Режим доступа : http://vivovoco.rsl.ru/vv/journal/sciam/bolt/bolt.htm.
22. Тозик, В. Т. Инженерная графика: электронный учебник / В. Т. Тозик [Электронный ресурс]. – Режим доступа : http://engineering-graphics.spb.ru/.
23. Ханов, Г. В. Изображение и обозначение резьбы на чертеже: учеб. пособие / Г. В. Ханов, Е. В. Шведова; ВолгГТУ, 2008. – 64 с.
24. Чекмарев, А. А. Справочник по машиностроительному черчению / А. А. Чек- марев, В. К. Осипов. – М.: Высш. шк., 2004. – 493 с.
СПИСОК ИЛЛЮСТРАЦИЙ
1. http://www.ec-gearing.ru/patents.php
2. http://www.amazonsupply.com/boston-gear-pressure-angle-pitch/dp/
3. http://www.manutencaoesuprimentos.com.br/conteudo/7532-entendendo-a-fisica-e-mecanica-de-engrenagens/
4. http://www.hercus.com.au/spur-gears/
5. http://mechanicalmania.blogspot.ru/2011/07/types-of-gear.html
6. http://www.indiamart.com/galaxygears/industrial-gears.html
7. http://www.indiamart.com/wiperdrive-industries/helical-gears.html
8. http://www.directindustry.com/industrial-manufacturer/wheel-61420-_21.html
9. http://motor-reduktor.com.ua/konicheskaya_para
10. http://tekresh.ru/catalog/proizvodstvo-shesterney/s-krugovym-zubom/
11. http://www.tehgroup.ru/catalog/shesterni/konicheskie_shesterni/
12. http://ru.made-in-china.com/co_shaft-h/product_Carbon-Steel-Motor-Shaft_ hugrshsnn. html
13. http://www.gknservice.com/ru/passazhirskie_avtomobili/privodnye_valy.html
14. http://www.ukr-prom.com/cat-detali-mashin/zybchatie-kolesa/5322/ 15. http://donugleresursy.com/p18511491-val-shesternya-250.html
16. http://www.dz-98pro.ru/zapchasti-avtogreydera/most-peredniy/199/ 17. http://www.amazon.com/Boston-Gear-Pressure-Angle-Pitch/
18. http://www.vzrt.ru/gear_calc.php
19. http://www.thingiverse.com/thing:90362
20. http://www.manutencaoesuprimentos.com.br
21. http://www.wallacemachine.com/
22. http://www.spiralbevelgearmanufacturer.com/category/spur_gears 24. http://www.shivmachinetools.com/spur-gear.htm
Дата добавления: 2017-03-18; просмотров: 92395;