Тема 3. Средства измерений
20. Измерительные приборы для линейных измерений.
Из измерительных приборов, предназначенных для линейных измерений, самые распространенные это т.н. штриховые меры длины: линейки, рулетки и штангенциркули. Реже используются микрометры и индикаторы часового типа. Из них можно использовать только те, которые внесены в Государственный Реестр средств измерений. Из отечественных приборов это линейки, выпускаемые по ГОСТ 427, рулетки по ГОСТ 7502 и штангенциркули по ГОСТ 166. Сейчас на рынке есть большое количество хороших (и дорогих) приборов зарубежного производства, внесенных в Госреестр, они могут использоваться, если соблюдена формальная сторона дела: представлены соответствующие свидетельства.
21.Линейки.
Линейки по ГОСТ 427 выполнены на металлической ленте, выпускаются различной длины: 150, 300, 500, 1000, 1500, 2000 и 3000 мм. Цена деления линейки 1мм.
Практическая погрешность (систематическая ошибка) принимается равной половине цены деления шкалы, т.е. 0,5 мм. .
В том случае, когда начало шкалы жестко совмещено с измеряемым объектом, например, при измерении глубины уступа, пример правильной записи действительного размера, полученного с использованием линейки: 18,5±0,5 (мм).
Если жесткого совмещения нет, возникает погрешность за счет совмещения начала и конца отсчета, в этом случае практическая погрешность принимается равной цене деления шкалы, т.е. 1 мм. Результат измерения мы должны при этом записать так: 18±1 (мм).
На предприятиях встречаются линейки с ценой деления 0,5 мм. Это линейки немецкого производства, к ним предъявляются те же требования, что и к остальным зарубежным приборам.
22.Рулетки
Рулетки по ГОСТ 7502 так же, как и линейки, выполнены на металлической ленте. Рулетки выпускаются 3 классов точности. Практическая погрешность при измерении рулеткой определяется классом точности.
Многие предприятия, экономя средства, используют дешевые китайские рулетки, не внесенные в Госреестр. Систематическая ошибка у этих рулеток может достигать 10 мм.
23. Штангенциркули
Штангенциркули входят в группу средств измерений с общим названием штангенинструменты, хотя, как мы уже отмечали, являются не измерительны инструментом, а измерительным прибором. Общим свойством, которое объединяет штангенинструменты в одну группу, является наличие вспомогательной шкалы – нониуса. Задача нониуса – повысить точность измерения. У этой шкалы древняя история, ее изобрел в Португалии человек по имени Нониус в 16 веке. Штангенциркуль – это, в сущности, линейка, вдоль которой может перемещаться другая подвижная линейка с небольшим числом штрихов (обычно 10 или 20) и ценой деления, меньшей цены деления основной шкалы. Отношение цены деления основной шкалы к числу делений нониуса( или разность между ценой деления основной шкалы и ценой деления нониуса )называется отсчетом по нониусу.
По ГОСТ 166 выпускаются штангенциркули с отсчетом по нониусу 0,1 и 0,05. В зависимости от вида нониуса (линейный, круговой, цифровой) штангенциркули обозначаются соответственно ШЦ, ШЦК, ШЦЦ. Отсчет по нониусу указывается на корпусе штангенциркуля.
Считывание действительного размера проводят так: целое число миллиметров считывают по основной шкале, десятые доли миллиметра получают умножением на отсчет по нониусу порядкового номера штриха нониуса, совпавшего с штрихом основной шкалы.
При измерении наружных размеров систематическая ошибка штангенциркуля типа ШЦ не превышает двух отсчетов по нониусу, при измерении внутренних размеров – трех отсчетов по нониусу
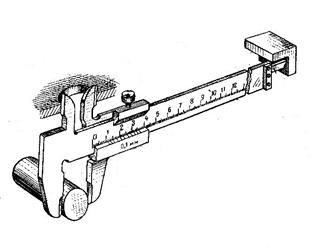
Рис.1 Штангенциркуль ШЦ-I
24. Микрометры.
Это измерительные приборы, предназначенные для различных целей. Существуют различные модификации микрометров для измерения наружных размеров, внутренних размеров, величины уступов, глубины выемок и.т.д. К ним относятся микрометры с ценой деления 0,01 мм (ГОСТ 6507), рычажные микрометры (ГОСТ 4381), настольные микрометры (ГОСТ 10388), глубиномеры микрометрические (ГОСТ 7470), и нутромеры микрометрические (ГОСТ 10).
Рассмотрим устройство микрометров по ГОСТ 6507. Общие элементы, объединяющие эти микрометры – это так называемые стебель и барабан. На стебель нанесены параллельно друг другу и перпендикулярно оси стебля две миллиметровые шкалы со сдвигом одна относительно другой на 0,5 мм. На продолжении стебля имеется микрометрическая (выполненная с очень высокой точностью) резьба, по которой вращается барабан с круговой шкалой. При перемещении барабана по резьбе на один виток (на 0,5 мм по стеблю) его шкала совершает полный оборот. Шкала имеет 50 делений. Таким образом, получается возможность считывания сотых долей миллиметра. Цена деления шкалы барабана микрометра – 0,01 мм. Погрешность (систематическая ошибка) микрометра от 5 до 50 мкм для микрометров различного назначения.

Рис.2. Микрометр 0 – 25 мм для измерения наружных размеров
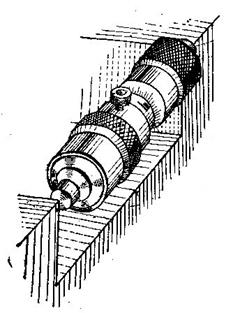
Рис.3. Микрометр для измерения внутренних размеров
25. Индикаторы часового типа (индикаторы).
В этих приборах вертикальное перемещение датчика системой шестеренок, как в часовом механизме, преобразуется в вращательное движение стрелки по круговой шкале. Такой прибор позволяет повысить точность измерений еще на 3-4 порядка. Им можно измерять величины порядка единиц микрометров.
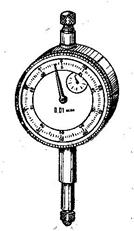
Рис. 4. Индикатор часового типа
26.Приборы для измерения углов
Измерение углов проводят с помощью угломеров, путем сравнения с жесткими угловыми мерами с определенными значениями угла, а также координатным способом путем расчета с помощью тригонометрических функций. .
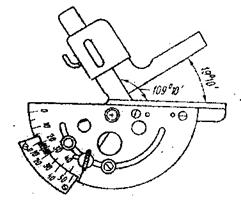
Рис.5 Угломер с нониусом
27. Измерительные инструменты.
При измерительном контроле сварных швов используются шаблоны различных видов.
Шаблон предназначен для контроля геометрических размеров и формы.
Щуп – для контроля зазоров и взаимного расположения частей изделия.
Промышленностью выпускаются радиусные, резьбовые и прочие шаблоны и щупы в виде наборов с определенным шагом.
Нормативная документация разрешает использовать при контроле сварных швов специальные шаблоны, например, шаблоны для контроля геометрических размеров швов, чешуйчатости и глубины межваликового западания, плавности перехода шва к основному металлу и т.д. при условии, что они метрологически аттестованы службой НК или метрологии предприятия или Центром стандартизации и метрологии.
Измерительный контроль с помощью шаблонов ведется по наличию просвета между шаблоном и объектом контроля.
С помощью шаблонов контролируют углы разделки скоса кромки при контроле сварных соединений, собранных под сварку, выпуклость, ширину и катет сварного шва и т.п.
Щупы выпускаются промышленностью так же в виде наборов. Набор щупов выполнен в виде пластин различной толщины, на которых указан их номинальный размер.
При проведении контроля из них набираются наборы суммарной толщины, соответствующей наибольшему и наименьшему предельным размерам зазора. Пользуются наборами щупов по принципу «прошел – не прошел».
Если один набор прошел в зазор, а другой не прошел, мы можем утверждать, что величина зазора находится в интервале между двумя значениями толщин наборов шупов. Действительный размер зазора мы определить не можем, но вправе утверждать, что истинный размер зазора находится в поле допуска, следовательно, контролируемый параметр соответствует требованию чертежа.
Рис.6. Шаблоны для контроля катетов угловых швов с вогнутостью
В практике измерительного контроля часто используются сварочные шаблоны различных типов, которые по существу являются не шаблонами, а довольно грубыми измерительными приборами. Погрешность этих средств может быть оценена как половина цены деления шкалы.

Рис.7 Сварочный шаблон для контроля катета и высоты угловых швов с выпуклостью и вогнутостью.
Дата добавления: 2018-06-28; просмотров: 851;