“ехнологи€ производства отливок
Ётапы:
1. јнализ чертежа детали. Ќа этом этапе устанавливают серийность производства отливки (массовое, серийное или единичное производство) и определ€ют возможность изготовлени€ литейной формы с учетом геометрических размеров детали. роме того, устанавливают сложность отливки и возможность ее получени€ без брака при данном способе лить€.
2. ѕроектирование отливки: а) назначить припуски на механическую обработку. ѕод припуском на механическую обработку понимают слой металла, удал€емый в процессе резань€ с последующим обеспечением чистоты и размера указанного в чертеже детали; б) припуск на усадку металла. ¬еличина усадки зависит от вида материала (сталь Ц 1,8-2,2%; чугун Ц 0,7-1,2%; цветные сплавы Ц 0,4-0,6%); в) исключить сквозные отверсти€ небольшого размера (≈ Æ20 мм); г) предусмотреть уклоны и радиусы перехода между сопр€гаемыми размерами отливки
3. ѕроектирование и изготовление модельного комплекта. ћодель изготавливаетс€ разъемной из нескольких частей. ћатериалом служит древесина. ¬ состав комплекта входит модель отливки и модель литниковой системы.
4. ѕроектирование и изготовление литейной формы: детальЃотливкаЃмодельЃизготовление стержн€Ѓизготовление литейной формы
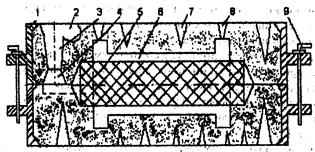
–ис.18 ‘орма в сборе:1-опока, 2-литникова€ чаша, 3-сто€к, 4-шлакоуловитель, 5-стержень, 6-полость литейной формы, 7-вентил€ционный канал, 8-выпор, 9-штырь
ѕосле заливки расплава в литейную форму провод€т охлаждение формы со строго определенной скоростью. после кристаллизации литейна€ форма разбираетс€. »звлекаетс€ отливка, от которой удал€ют литниковую систему и прибыльную часть.
ƒата добавлени€: 2017-11-04; просмотров: 604;