Исходные данные для выполнения индивидуального задания
Разрабатываемый сборочный центр является широкоуниверсальным технологическим объектом. Он обладает достаточной «гибкостью», позволяющей использовать его для выполнения самых разнообразных типов соединений. Кроме того, в нем предусмотрено выполнение промежуточных операций механической обработки деталей, в том числе предварительно собранных в сборочную единицу.
Типы соединений деталей даны на рис. 9. На нем обозначено: В – вал (присоединяемая деталь); А – базовая деталь с отверстием (центр в точке О).
Детали (базовые и присоединяемые) приведены в табл. 4, где они расположены по принадлежности к заданному изделию.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие схем механизмов могут быть использованы для повышения безотказности процесса сборки?
2. Какие дополнительные технологические операции, кроме указанных выше, могут выполняться на сборочном центре подобного типа?
3. Какая из перечисленных погрешностей оказывает наибольшее влияние на суммарную погрешность  ?
?
4. Какие, по Вашему мнению, составляющие затрат времени в наибольшей степени будут определять фактическую производительность сборочного робототехнического комплекса? Почему?
5. Какие мероприятия можно предложить для уменьшения времени переналадки центра на сборку нового изделия (в частности, промышленных роботов)?
6. Назовите технологические мероприятия, позволяющие облегчить процесс сборки сложнопрофильных соединений путем перехода к первоначальной сборке по более простым поверхностям сопряжения.
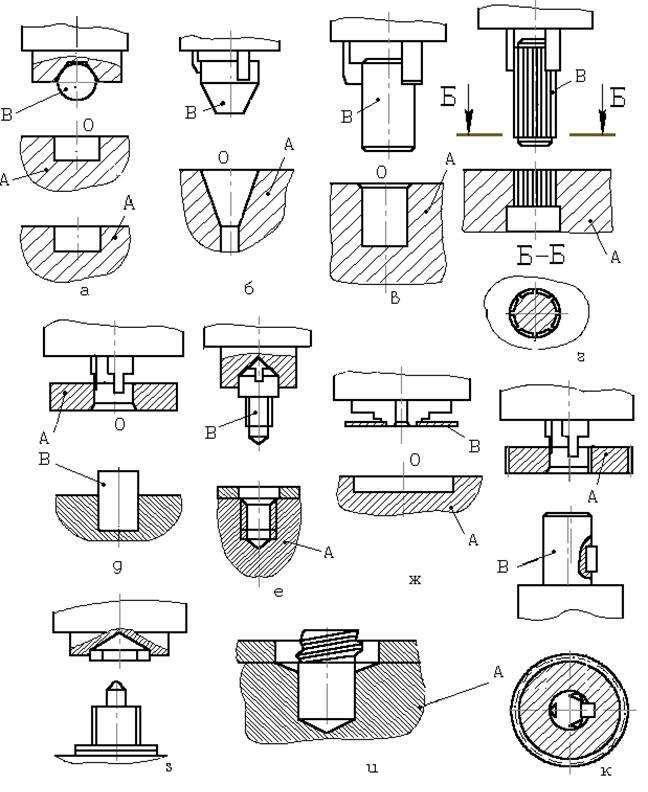
Рис. 9 – Основные разновидности соединений деталей: а, б, в –типа тел вращения; г, д, е – приводимых к ним с помощью технологических проточек; ж – деталей малой высоты; з – по схеме «вал – втулка»; и, к – некруглого профиля поперечного сечения
Таблица 4 – Варианты узлов для разработки операции роботизированной сборки

Окончание табл. 4

Примечание: прочие размеры, необходимые для расчета погрешностей, можно снять с эскиза, приняв их пропорционально указанным размерам.
Дата добавления: 2017-10-09; просмотров: 578;