Под промышленным роботом - понимается перепрограммируемый манипулятор, способный автоматически выполнять комплекс действий, предусмотренных программой.
В общем случае промышленный робот включает в себя следующие основные элементы: манипуляционные устройства, систему управления, чувствительный элементы и средства передвижения.
Манипуляционные устройства робота- исполнительные органы, имитирующие действие человеческих рук в натуральном масштабе, с любым увеличением или уменьшением, а также усилием по мощности. Система управления может иметь несколько уровней , аналогично различным ступеням нервной системы и мозга человека. Чувствительные элементы робота дают необходимые сигналы в систему управления о приближении руки к предметам, о прикосновении и т.д. Эти элементы позволяют роботу ориентироваться нужным образом для достижения определенных целей в среде, где он функционирует. Средства передвижения робота могут быть любыми в зависимости от его назначения: шагающие механизмы; устройства на колесах; устройства на гусеницах; комбинация всех этих способов.
Робот - многоцелевая машина и отличается от обычного автомата гибкостью и универсальностью выполнения различных операций. По методу управления роботы делятся на 3 группы: с ручным, автоматическим и комбинированным управлением.
Термин «промышленный робот» обычно относится к манипуляторам с автоматическим или комбинированным управлением.
Применение промышленных роботов характеризуется тем, что:
- не требуется длительных сроков внедрения ;
-не требуется больших затрат при переводе промышленного робота от одной работы к другой;
-обеспечивается низкая стоимость отладки робота;
Существующие роботы можно подразделить на 3 класса :
-Человекоподобные
-информационные
-промышленные роботы
По своим возможностям промышленные роботы относятся к следующим трем поколениям.
Первое поколение представляет собой манипулятор с программным устройством управления.
Второе поколение - роботы с очувствлением. Исполнительные руки робота снабжаются различными датчиками, выдающими информацию о состоянии рук и предметов, с которыми он должен манипулировать, а также об основных свойствах среды, где происходит процесс. Такими датчиками могут быть контактный датчики, сигнализирующие о прикосновении руки робота к предметам; локационные, определяющие скорость движения и расстояние до предметов; телевизионные и оптические, образующие искусственное зрение, а также датчики, различающие цвет, теплоту, звук и т.д.
Третье поколение - роботы с искусственным интеллектом.
Конструкции промышленных роботов классифицируют по следующим признакам:
-назначение - универсальные и специальные;
-характер движения руки - совершающие движение по цилиндрической и сферической поверхностям;
-тип приводов движения- гидравлические, пневматические, электрические и смешанные;
-тип передвижения робота - неподвижные (напольные и подвесные), напольные подвижные, подвесные подвижные;
-размещение пульта управления - отдельный пульт и пульт на роботе;
-конструкция пульта управления - программа задается на перфоленте, магнитной ленте или барабане, программа задается панелью со штекерным набором;
-технические возможностью;
-масса поднимаемых деталей и величина раскрытия захватов;
-величина подъема и выдвижение захвата.
По производственно-технологическому признаку промышленные роботы могут быть подразделены на 2 группы:
-производственные (не более 20 % общемирового парка);
-подъемно-транспортные
К первой группе относятся промышленные роботы, непосредственно участвующие в технологическом процессе в качестве производящих или обрабатывающих машин: сварочные, покрасочные.
Подъемно-транспортные роботы предназначены для автоматизации загрузки-выгрузки деталей и смены инструмента на металлорежущих станках с автоматическим циклом обработки летали. Пример такого промышленного робота с ЧПУ показан на рис. 13.6.
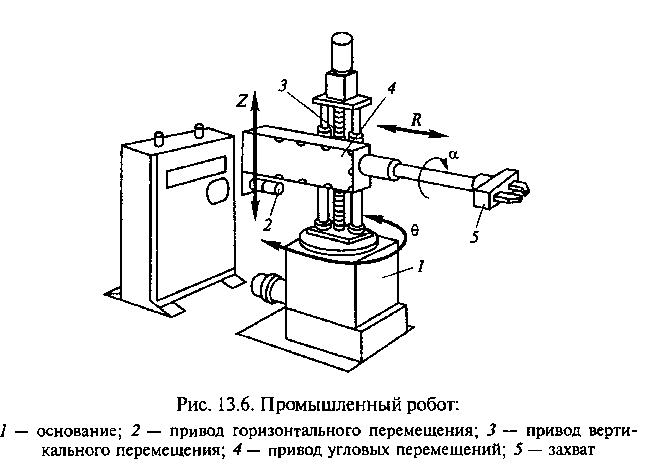
Робот состоит из массивного основания 1, привода 2 горизонтального перемещения, привода 3 вертикального перемещения, привода 4 угловых перемещений и захвата 5. Робот работает в 3 режимах: обучение, повторение, редактирование, может обслуживать один или 2 станка, образуя с ними систему станок - промышленный робот.
Наиболее эффективно применение промышленных роботов в условиях многономенклатурного производства, требующего частой смены выпускаемых изделий и соответствующих изменений технологического процесса и переналадки оборудования. В этих условиях в наибольшей степени используются универсальные свойства роботов.
Материалы в судовом машиностроении (включ. в 1.4а)
В судовом машиностроении применяют черные металлы - сплавы на основе железа (стали, чугуны, сплавы, содержащие более 45 % железа) и на основе хрома и марганца; цветные металлы - все остальные металлы и их сплавы; композиционные материалы. Их классифицируют по методам получения, качеству, применению и другим показателям.
Чугун - сплав железа с углеродом с содержанием углерода от 2,1 до 6,7 %. Серый чугун - сплав с пластинчатым графитом - маркируют буквами СЧ и цифровым обозначением величины минимального временного сопротивления при растяжении в МПа х 10-1, например, СЧ15 ГОСТ 1412-85. Допускается превышение минимального значения временного сопротивления при растяжении не более, чем на 100 МПа. Серый чугун находит широкое применение в машиностроении: из СЧ15 изготовляют поршневые кольца, шкивы, корпуса; из СЧ18 - втулки подшипников, зубчатые тихоходные колеса, корпуса пневмоцилиндров; из СЧ24 - тяжелонагруженные зубчатые колеса, отливки сложной конфигурации, работающие на износ.
Высокопрочный чугун, имеющий в структуре графит шаровидной или вермикулярной формы, маркируется буквами ВЧ и цифровым обозначением минимального значения временного сопротивления при растяжении в МПа-10"1, например ВЧ50 ГОСТ 7293-85. Кроме временного сопротивления при растяжении марка чугуна определяется также условным пределом текучести. Относительное удлинение, твердость и ударная вязкость определяются лишь по требованию нормативно-технической документации; их значения должны соответствовать нормам, приведенным в обязательном приложении к ГОСТу. Для определения механических свойств чугуна применяют отдельно отлитые заготовки, форма и размеры которых даны в ГОСТе. При получении неудовлетворительных результатов испытаний образцов в литом состоянии допускается их термообработка с отливками с последующей проверкой механических свойств. Допускается применять и приливные заготовки для образцов, если это оговорено в технической документации. Высокопрочный чугун применяют в ответственных изделиях: из ВЧ50, ВЧ60 изготовляют стаканы подшипников, шатуны, зубчатые колеса.
Ковкий чугун, имеющий в структуре графит компактной формы, маркируется буквами КЧ и цифровыми обозначениями минимального временного сопротивления при растяжении в МПа х 10-1 и относительного удлинения в процентах, например, КЧ35-10 ГОСТ 1215-79. Марки ковкого чугуна используют при знакопеременных нагрузках на конструкции: КЧЗЗ-18-умеренное нагружение; КЧ35-10-сложные переменные нагрузки (балансиры, тормоза, втулки); КЧ50-4 - высокие динамические нагрузки (коленчатые валы, втулки, муфты, детали роликовых цепей).
Антифрикционные чугуны серые применяются по ГОСТ 1585-85 для отливок, работающих в узлах трения со смазкой: АЧС-1 - для работы в паре с закаленным или нормализованным валом; АЧС-5 - для работы в особо нагруженных узлах трения в паре с закаленным или нормализованным валом; АЧВ-1 - для работы в узлах трения с повышенными окружными скоростями.
Для отливок с повышенной жаростойкостью, коррозионной стойкостью, износостойкостью или жаропрочностью применяют легированные чугуны по ГОСТ 7769-82; хромистые: ЧХ1, ЧХ2 - жаростойкие, ЧХЗТ - износостойкие; кремнистые: ЧС5, ЧС5Ш - жаростойкие; алюминиевые ЧЮ6С5 - жаростойкие и износостойкие; никелевые: ЧН2Х, ЧН4Х2 - износостойкие, ЧН19ХЗШ - жаропрочные и маломагнитные (буква Ш - графит шаровидный).
Сталь - железоуглеродистый сплав с содержанием углерода до 2 %. Обычная углеродистая сталь содержит 0,05-1,5 % углерода. Сталь классифицируют по способу получения, например мартеновская, бессемеровская, электросталь; по химическому составу: углеродистая, конструкционная, легированная; по качеству: обыкновенная, повышенного качества (ПК), качественная (К), высококачественная (ВК); по способу получения формы и размеров: литая, кованая, катаная; по области применения: конструкционная, инструментальная с особыми свойствами, например жаростойкая, коррозионно-стойкая.
Углеродистые стали обычного качества маркируют буквами Ст, после которых следуют цифры. Например, сталь марки 3 - СтЗ. Буква, поставленная впереди, обозначает метод выплавки. Например, МСтЗ -мартеновская сталь марки 3.
Качественные углеродистые стали маркируют числами (10, 15, 20, 25 и т. д.), указывающими среднее содержание углерода в сотых долях процента. Инструментальные углеродистые стали маркируют буквой У и числом, указывающим среднее содержание углерода. Например, У7 - углеродистая инструментальная сталь с содержанием углерода в среднем 0,7 %.
Легированные стали маркируют по буквенно-цифровой системе: первые две цифры показывают содержание углерода; цифры, поставленные после буквы, указывают примерное содержание легирующего элемента в процентах. Содержание легирующего элемента менее 1 % цифрами не указывается. Например, сталь 12ХНЗ имеет химический состав- 0,12% С; 0,17-0,37% Si; 0,30-0,60% Мп; 0,60-0,90% Сг; 2,75-3,25 % Ni. Химические обозначения элементов не совпадают с обозначением легирующих элементов в марках стали:
У - углерод; С- кремний; П - фосфор; X - хром; Н - никель; В - вольфрам;
Ю - алюминий; Т - титан; Д - медь; М - молибден; Б - ниобий; Р - бор; К- кобальт
Е – селен; Л - бериллий
Некоторые стали специальных методов получения имеют свое обозначение: ЭП - электропробная сталь; ЭЙ - электроисследовательская сталь; П - электропереплав; Ш - шлаковый переплав; ВИ -вакуумно-индукционный переплав; ВД - вакуумно-дуговой переплав. Также специфическое обозначение имеют некоторые высоколегированные стали специального назначения. Они выделены в определенные группы, каждой из которых присвоена отдельная буква, ставящаяся в обозначении первой: Ж - хромистые нержавеющие стали; Я - хромоникелевые нержавеющие стали; Е - магнитные стали; Р - быстрорежущие стали; Ш - шарикоподшипниковые стали.
Легирующие элементы в сплавах цветных металлов маркируются: А – алюминий;
А - алюминий; Б - бериллий; Ж - железо; К - кремний; Мг - магний; Мц - марганец;
М - медь; Ц - цинк; Н – никель; О – олово; С — свинец.
Сплавы цветных металлов. Наиболее распространены в судовом машиностроении: сплавы алюминиевые литейные АЛ2, АЛ4, АЛ9; сплавы алюминиевые деформируемые - АМг2, АМгЗ, В95, АК6, АК8; сплавы магниевые литейные -МЛ4, МЛ5; сплавы магниевые деформируемые - МА2, МА5, МА14; цинковые литейные сплавы- ЦАМ4-1, ЦА4; латуни (медно-цинковые сплавы) литейные - ЛЦ16К4, ЛЦЗОАЗ, ЛЦ23А6ЖЗМц2; латуни деформируемые - ЛЖМц59-1-1, Л70, ЛС59-1; сплавы титановые деформируемые- ВТ5, ВТЗ-1, ОТ4.
В особую группу входят антифрикционные материалы: бронзы оловянные литейные - Бр05Ц5С5, Бр04Ц4С17, бронзы безоловянные деформируемые - БрАЖ9-4, БрАЖМцЮ-3-1,5; баббиты оловянные и свинцовые - Б83, Б88, Б16, БН; сплавы цинковые антифрикционные- ДАМ 10-5; антифрикционные чугуны-АЧ1, АЧ2, АЧС5, АЧВ-1, АЧК-1; порошковые материалы - бронзографиты, железографиты.
Все большее распространение получают конструкционные пластмассы: полиэтилен высокого и низкого давления, поливинилхлорид, фторопласт-4, полиамид литьевой, капролон, пресс-материал П-50С, П-75С и др.
Конструкционные материалы делят на три вида: первичные, полуфабрикаты и вторичные.
Первичными называют материалы, используемые для получения литых, кованых и прессованных заготовок.
Полуфабрикаты - заготовки, изготовленные литьем, ковкой, прокаткой, волочением и другими методами. Полуфабрикаты в дальнейшем подвергают механической или другой технологической обработке.
Вторичные материалы - все виды отходов, образующихся при раскрое и обработке полуфабрикатов.
В судовом машиностроении используют различные виды первичных материалов: слитки и чушки для литья массой от 5 до 1000кг; слитки для поковок от 0,2 до 250 т; гранулы, губку - бесформенные куски размерами 5- 50 мм; прессованные прутки массой от 1 до 50 кг; металлические порошки с частицами размерами от 20 до 100 мкм. К металлическому полуфабрикату относятся все виды прокатных материалов: листовой, трубный, профильный, сортовой.
Государственные стандарты представляют огромное количество материалов для различных условий применения. С целью уменьшения расходов на поставку материалов при полном удовлетворении интересов конструкторов и технологов выпускают отраслевые стандарты, стандарты предприятий, ограничители применяемости материалов в отрасли, регионе, на заводе.
Судовое механическое оборудование транспортных, рыбопромысловых судов и других плавучих технических сооружений изготовляют согласно Правилам Регистра РФ. Применительно к материалам, используемым в судовом машиностроении, Регистр обладает следующей компетентностью: рассмотрение и утверждение нормативных документов; технический надзор за применением материалов; участие в экспертизах и обсуждениях по применению новых материалов; запрещение или разрешение применения новых материалов.
При поставке материал сопровождается сертификатом - документом, удостоверяющим его качество и соответствие требованиям ГОСТов, ОСТов, ТУ. Приемка материала на заводе-изготовителе оборудования является важнейшим этапом ПП. Приемка должна быть особенно тщательной при запуске в производство новой модели изделия или применении нового материала. Приемка конструкционного материала включает в себя сертификатный контроль, взвешивание, внешний осмотр, проверку размеров. При освоении нового материала, при выявлении дефектов в ПП, а также в регламентированных технической документацией случаях завод-изготовитель выполняет контрольные испытания (определение химического состава, механических характеристик).
Кроме различных показателей механических качеств материалы обладают определенными технологическими свойствами. Под технологическими свойствами металлических материалов понимают способность материала воспринимать воздействия, которым он будет подвергнут при различных видах обработки. К основным технологическим свойствам относятся:
- деформируемость - способность материала воспринимать пластическую деформацию без макроскопического нарушения сплошности е; деформируемость характеризуется степенью пластической деформации, показывающей предельную деформацию, воспринимаемую материалом без повреждения, коэффициентом упругой отдачи С, выражающим упругие свойства материала при холодном деформировании (гибке, отбортовке и т. п.) и коэффициентом ковкости К ф - отношением относительного сужения ф к пределу прочности бв при температуре ковки (металл не куется при /К < 0,1 и обладает отличной ковкостью при /К > 20);
- свариваемость - способность образовывать сварное соединение, определяемое коэффициентом свариваемости р - отношением предела прочности материала шва бш к пределу прочности основного материала 0° ;
- спекание металлического порошка, характеризуемое плотностью и пределом прочности после спекания; параметры удовлетворительного спекания для большинства металлических порошков: размеры частиц порошка 50 - 250 мкм; давление прессования должно быть выше предела текучести; температура спекания Тсп = (0,85-1-0,9) Т плавления, К;
- литейные свойства материала определяют возможность получения из него отливок высокого качества; литейные свойства характеризуются: жидкотекучестью - способностью расплавленного металла заполнять литейную форму и литейной усадкой осл - уменьшением размеров материала при переходе из жидкого состояния в твердое, выражаемым отношением разности длины модели LM и длины изделия 1И к длине изделия 1И в холодном состоянии, в процентах; литейная усадка зависит от природы материала, размеров и конфигурации литья и условий охлаждения (для сталей ал « S 2,3; для чугунов ал < 1,2);
- обрабатываемость - способность металла воспринимать обработку резанием; обрабатываемость можно оценить коэффициентом резания Ка =и60/145, где < J60 - скорость резания данного материала при 60-минутной стойкости резца из сплава Т5К10 при глубине резания 1,5мм и подаче 0,2 мм/об без применения охлаждения, м/мин; 145 м/мин - скорость резания эталонной стали марки 45 с пределом прочности ов = 650 МПа; с увеличением параметров механических свойств обычно падают значения коэффициента и скорости резания, например, для сталей 10 и ЗХГС соответственно: ов=340МПа; НВ = = 1370 МПа; Ки=2,1; и =305 м/мин и ов=900МПа; НВ = 2000 МПа; Кц = 0,4; и = 58 м/мин (такая зависимость не наблюдается для высоколегированных сплавов - для стали 08Х18Н10Т: ов = 600МПа; НВ == 2000 МПа; К» = 0,2; и = 30 м/мин);
- совместимость - технологическое свойство, показывающее способность контактного взаимодействия одного металла с другим; это свойство имеет электрохимический характер и проявляется в виде электрохимической или контактной коррозии, растворимости одного металла в другом, склонности к налипанию; совместимость учитывают при сварке разнородных материалов (Fe-Al, Fe-Ti), при горячей и холодной обработке (налипание на инструмент), при нанесении антифрикционных и защитных электролитических покрытий.
Технологические свойства материалов определяют посредством технологических испытаний в производственных условиях. Получают качественные и количественные результаты, которые используют при назначении предельно допустимых деформаций, рациональных режимов и условий обработки заготовок. Испытания выполняют на пробных образцах. Пробой называют кусок материала, вырезанный из полуфабриката в определенном (по ГОСТу, ТУ) месте. Пробы от стального литья проектируют в приливах отливки или отливают специальные пробные отливки. Пробы чугунного литья отливают отдельно при одинаковых условиях. Методы отбора проб для технологических испытаний регламентированы ГОСТ 7564- 75. Основными видами испытаний являются: испытания на загиб, на скручивание, на срез, на сплющивание, на раздачу кольца, на бортование труб, гидравлические испытания, на осадку, на качество сплавления, на окалиностойкость, определение жидкотекучести и др. Большинство из испытаний стандартизованы.
Дата добавления: 2017-10-09; просмотров: 906;