Изготовления судовых корпусных конструкций.
Для оценки точности выполнения технологических операций необходимо осуществлять непрерывный контроль, анализировать результаты контроля и при отклонениях от установленных параметров осуществлять управление технологическими процессами. Управление каждой операции следует выполнять с применением системы обратных связей «контроль – технология (рис.28).
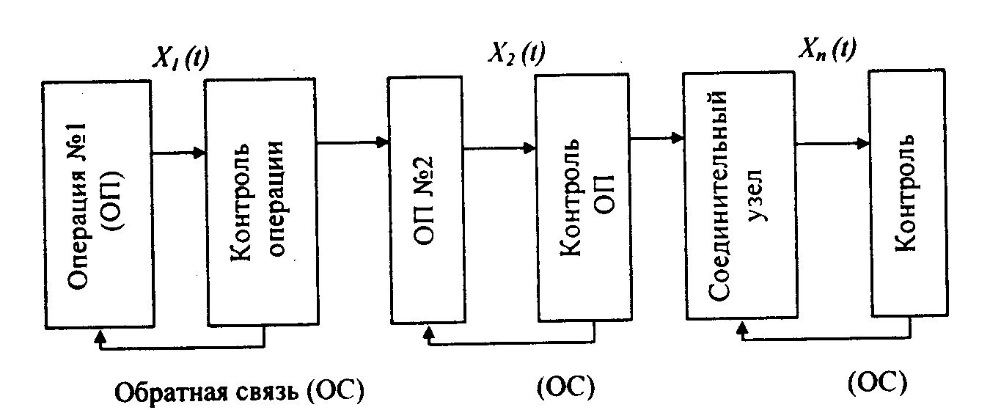
Рис. 28.Схема обратных связей «контроль-технология».
Учет, сбор и статистическая обработка результатов контроля осуществляется оперативной информационной системой, учитывающей особенности условий сборки, сварки и контроля в любом отрезке времени.
Обработка информации выполняется в два этапа. На первом этапе при контроле на объекте принимается конкретное решение по состоянию того или иного технологического процесса. Это позволяет выявить и устранить причины образования технологической дефектности, зависящей от состояния и условий непосредственно на объекте. На втором выполняется обработка накопленной за определенное время информации по однотипным конструкциям. Это позволяет изучить влияние различных факторов на выполнение технологических процессов и установить закономерности, которым они подчиняются на различных уровнях.
В итоге устанавливаются корректирующие команды для обеспечения выполнения технологических процессов вырезки деталей, их сборки и сварки и опережающее во времени предупреждение факторов, вызывающих появление технологических дефектов.
Все факторы влияния на качество выполнения технологических операций можно условно разделить на три группы: производственные, организационные и сопутствующие. Каждый фактор характеризуется присущими ему параметрами (ФП). Параметры, удовлетворяющие требованиям стандартов и технических регламентов и обеспечивающие изготовление сварных изделий, считаются положительными. Рассмотрим основные факторы, определяющие качество сварных конструкций.
Фактор качества технологической подготовки производства сварных изделий Ф тп определяется конструкторской документацией (П кд) , технологической документацией (П тд), техническим контролем (П тк), применяемыми средствами технологического оснащения (П оп), опытом инженерно-технических работников и рабочих (П ос), свойствами основного и вспомогательных материалов (П м):
Ф тп = П кд + П тд + П тк + П оп + П ос + П м
Фактор качества изготовления и подготовки деталей к сборке Ф ип зависит от обработки кромок (П ок), чистоты кромок (П чк), мер защиты кромок в зоне сварки (П зк), технического контроля качества:
Ф ип = П ок + П чк+ П зк
Фактор качества сборки сварных конструкций Ф св определяется формой кромки и величиной зазора (П фз) квалификацией сборщиков (П кс), наличием соответствующих средств технологического оснащения (П со), уровнем технического контроля качества сборки:
Ф св = П фз + П кс + П со
Фактор качества сваркиФ св зависит от квалификации сварщика (П св), состояния сварочного оборудования и средств оснащения (П со), режимов сварки (П рс), качества зачистки кромок и исправления дефектов (П зш), расположения швов в пространстве
(П рш), уровня технического контроля качества сварки (П кш).
Ф св = П св + П со + П рс + П зш + П рш
Методика учета и первичного анализа информации о факторах влияния предусматривает выявление и учет действующих факторов на объекте, определение отрицательных факторов влияния и причин, их систематизация, определение частоты проявления доминирующих причин, установление частоты брака в зависимости от той или иной причины. В результате устанавливаются качественные и количественные связи причин с вызываемой ими дефектностью. Схема анализа влияния причин на качество сварки показана на рис. 29, а причины пропуска дефектных изделий – на рис 30.
Структурная схема управления технологическими процессами изготовления сварных конструкций показана на рис. 31.
Управление технологическими процессами изготовления корпусных конструкций позволяет уменьшить сроки и трудоемкость их изготовления; повысить точность, надежность и качество готовых изделий.
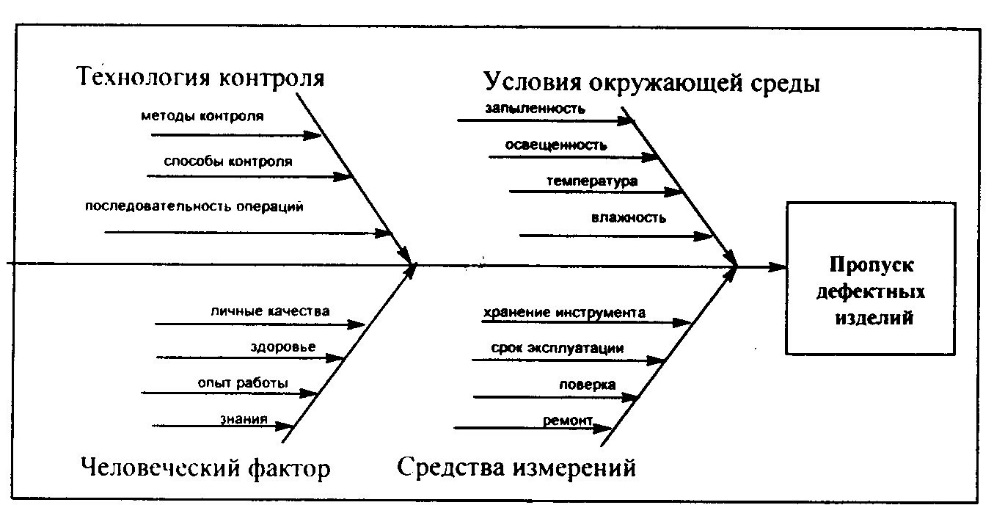
Рис. 29. Структурная схема анализа влияния причин на качество сварки.
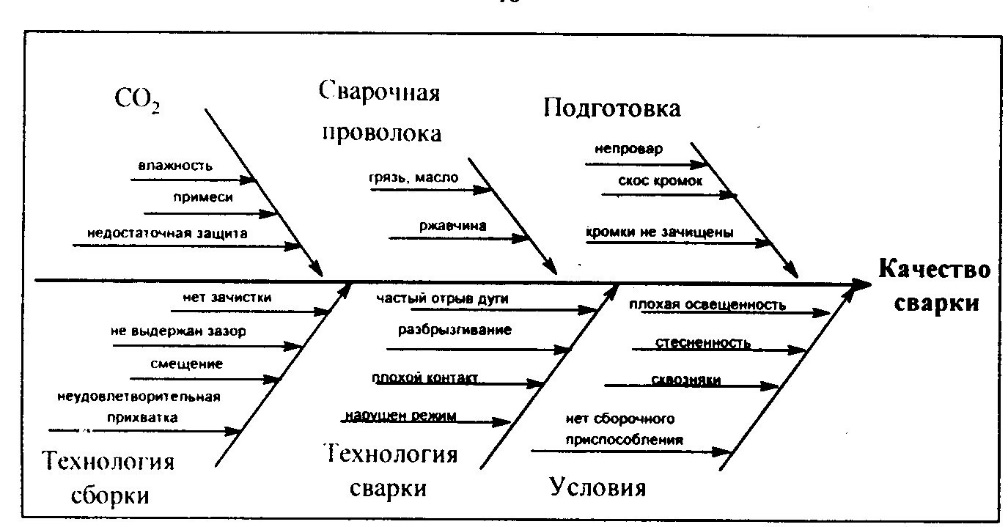
Рис.30. Схема влияния причин на качество сварки
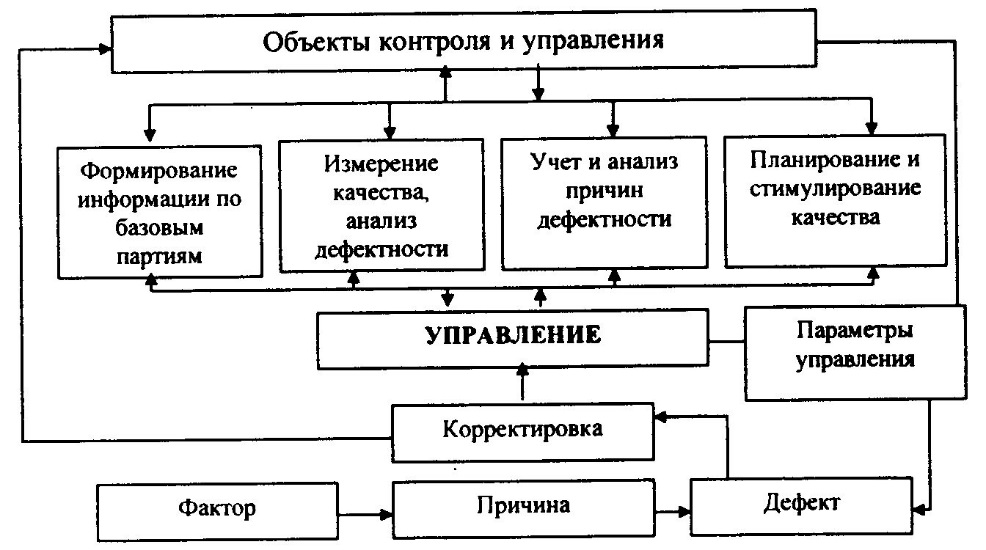
Рис.31. Структурная схема управления технологическими процессами
Дата добавления: 2017-09-19; просмотров: 302;