Отжиг первого рода.
1. Диффузионный (гомогенизирующий) отжиг. Применяется для устранения ликвации, выравнивания химического состава сплава.
В его основе – диффузия. В результате нагрева выравнивается состав, растворяются избыточные карбиды. Применяется, в основном, для легированных сталей.
Температура нагрева зависит от температуры плавления, ТН = 0,8 Тпл.
Продолжительность выдержки:  часов.
часов.
2. Рекристаллизационный отжиг проводится для снятия напряжений после холодной пластической деформации.
Температура нагрева связана с температурой плавления: ТН = 0,4 Тпл.
Продолжительность зависит от габаритов изделия.
3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров).
Температура нагрева выбирается в зависимости от назначения, находится в широком диапазоне: ТН = 160……700oС.
Продолжительность зависит от габаритов изделия.
Детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) отжигают после основной механической обработки при температуре 570…600oС в течение 2…3 часов, а после окончательной механической обработки, для снятия шлифовочных напряжений – при температуре 160…180oС в течение 2…2,5часов.
Отжиг второго рода
Отжиг второго рода предназначен для изменения фазового состава.
Температура нагрева и время выдержки обеспечивают нужные структурные превращения. Скорость охлаждения должна быть такой, чтобы успели произойти обратные диффузионные фазовые превращения.
Является подготовительной операцией, которой подвергают отливки, поковки, прокат. Отжиг снижает твердость и прочность, улучшает обрабатываемость резанием средне- и высокоуглеродистых сталей. Измельчая зерно, снижая внутренние напряжения и уменьшая структурную неоднородность способствует повышению пластичности и вязкости.
В зависимости от температуры нагрева различают отжиг:
1. полный отжиг– нагрев на 30…50 oС выше критической температуры А3, выдержка и медленное охлаждение (вместе с печью).

Проводится для доэвтектоидных сталей для исправления структуры.
При такой температуре нагрева аустенит получается мелкозернистый, и после охлаждения сталь имеет также мелкозернистую структуру.
2. неполный отжиг – нагрев на 30…50 oС выше критической температуры А1, выдержка и медленное охлаждение (вместе с печью 
Применяется для заэвтектоидных сталей.
При таком нагреве в структуре сохраняется цементит вторичный, который в результате отжига приобретает сферическую форму (сфероидизация). Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой дробится цементитная сетка.
Структура с зернистым цементитом лучше обрабатываются и имеют лучшую структуру после закалки.
Неполный отжиг является обязательным для инструментальных сталей.
Иногда неполный отжиг применяют для доэвтектоидных сталей, если не требуется исправление структуры (сталь мелкозернистая), а необходимо только понизить твердость для улучшения обрабатываемости резанием.
3. циклический или маятниковый отжигприменяют, если после проведения неполного отжига цементит остается пластинчатым. В этом случае после нагрева выше температуры А1 следует охлаждение до 680oС, затем снова нагрев до температуры 750…760) oС и охлаждение. В результате получают зернистый цементит.
4. изотермический отжиг – после нагрева до требуемой температуры, изделие быстро охлаждают до температуры на 50…100oСниже критической температуры А1 и выдерживают до полного превращения аустенита в перлит, затем охлаждают на спокойном воздухе (рис. 13.5).
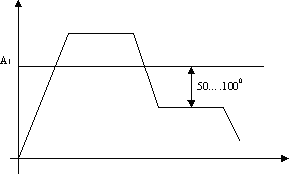
Рис. 13.5. Режимы изотермического отжига
Температура изотермической выдержки близка к температуре минимальной устойчивости аустенита.
В результате получают более однородную структуру, так как превращение происходит при одинаковой степени переохлаждения. Значительно сокращается длительность процесса. Применяют для легированных сталей.
5. Нормализация – термическая обработка, при которой изделие нагревают до аустенитного состояния на 30…50 oС выше А3 или Аст с последующим охлаждением на воздухе.
или

Нормализация является разновидностью отжига.
В доэвтектоидных сталях в результате нормализации получают более тонкое строение эвтектоида (сорбит), уменьшаются внутренние напряжения, устраняются пороки, полученные в процессе предшествующей обработки. Твердость и прочность несколько выше чем после отжига.
В заэвтектоидных сталях нормализация устраняет грубую сетку вторичного цементита.
Нормализацию чаще применяют как промежуточную операцию, улучшающую структуру. Иногда проводят как окончательную обработку, например, при изготовлении сортового проката.
Для низкоуглеродистых сталей нормализацию применяют вместо отжига.
Для среднеуглеродистых сталей нормализацию или нормализацию с высоким отпуском применяют вместо закалки с высоким отпуском. В этом случае механические свойства несколько ниже, но изделие подвергается меньшей деформации, исключаются трещины.
Лекция 14
Дата добавления: 2017-01-13; просмотров: 1652;