Расчет годового объема работ участка по видам работ
Для расчета технико-экономических показателей участка необходимо определить годовой объем работ в нормо-часах по видам работ (токарные, фрезерные работы, и.т.д.) На участке серийного типа производства изготавливается несколько наименований деталей, поэтому необходимо определить трудоемкость обработки не только заданной детали, но и всех других деталей, обрабатываемых на участке. Трудоемкость этих деталей можно определить через коэффициенты дополнительной трудоемкости:
| (24) |
Где  – годовой объем работ участка, нормо-часы
– годовой объем работ участка, нормо-часы
 – годовая программа выпуска детали-представителя, шт.
– годовая программа выпуска детали-представителя, шт.
Таблица 3 – Расчет годовой общей трудоемкости работ участка
| №оп | Наименование операции | Тшт.к, час.

| Годовая трудоемкость детали-представителя, час
Тшт.к*
| 
| Дополнительная трудоемкость, часы гр.4*гр.5 | Годовая общая трудоемкость работ участка гр.4+гр.6 |
| Итого | + 75144 |
Определение количества наименований деталей, обрабатываемых на участке:
Количество деталей определяется по формуле:

| (25) |
При равномерном в течение года выпуске продукции 
Где  – коэффициент закрепления операций
– коэффициент закрепления операций
Согласно ГОСТ, значения :
для крупносерийного производства 2-10
Среднесерийного производства 11-20
Мелкосерийного производства 21-40
Пример 1
Таблица 4 – Технологический маршрут обработки детали (корпус)
| №оп | Наименование операций | Оборудование | Тшт, мин | Тпз, мин |
| Токарная | 16УО4П | 0,7 | ||
| Токарная с ЧПУ | 16Б16Т1 | 2,9 | ||
| Фрезерная с ЧПУ | 6Р11Ф3 | 4,2 | ||
| Вертикально-фрезерная | 6Р10 | 1,5 | ||
| Шлифовальная | 3В110 | 2,6 | ||
| Итого | +11,9 (0,202 ч.) |
Годовой объём выпуска деталей Nгод=15000 штук
Годовой объем работ участка Муч=75000 нормо-часов а=0,05
Режим работы 2 смены по 8 часов. Тип производства мелкосерийный.
Определить:
1. Объем производственной партии
2. Периодичность её запуска
3. Нормы штучного калькуляционного времени
4. Рассчитать годовой объем работ участка по видам работ
Решение
1. Определяем ведущую операцию техпроцесса по соотношению 
005 
| 010 
| 015 
| 020 
| 025  =3,8 =3,8
|
Таким образом, ведущая операция техпроцесса – токарная 005 (наибольшее соотношение)
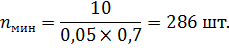
2. Минимальный размер производственной партии равен:
| (26) |
Определим минимальный размер производственной партии на ведущей операции техпроцесса.
Расчетная величина партии корректируется таким образом, чтобы она была кратна годовому выпуску и была бы не меньше расчетной минимальной величины (  ):
):
3. Периодичность запуска (выпуска) партии:
| (27) |
Если в году 250 рабочих дней, то среднедневной выпуск деталей будет равен:
Периодичность запуска (выпуска) партии равна
Расчетное значение П необходимо свести к унифицированному значению (10; 5; 2,5 дня)
Таким образом, П=5 дней.
4. С учетом принятой периодичности запуска окончательно корректируется размер производственной партии:
| (28) |

Дата добавления: 2016-12-26; просмотров: 4418;