Упрощённая схема машины для производства полихлорвиниловой трубки
Технологическая и цикловая производительность
Производительностью рабочей машины
называется количество выпускаемой продукции за единицу времени.
Время обработки детали машиной является величиной, обратной производительности.
Показатели, используемые при расчёте, анализе и оценке производительности автоматизированного оборудования:
– Цикловая производителтность Qц;
– Технологическая производительность К;
– Техническая производительность Qт;
– фактическая производительность Qф.
1. Если за один рабочий цикл машины выпускается одно изделие или порция изделий,
то ее цикловая производительность при условии бесперебойной работы:
Qц = 1/Т,
где
T – рабочий цикл машины:
T= tp + tx;
tp – время, затрачиваемое на рабочие ходы, т.е. непосредственно на обработку данной детали
(время резания и деформации металла при штамповке, время, расходуемое на загибку проволоки, нагрев и штамповку линзы и т.д.);
tx – время, затрачиваемое на холостые ходы при выполнении всего цикла обработки
(подвод и отвод инструмента, подача материала, включение отдельных механизмов и т.д.),
то есть цикловые потери времени.
Учитываются лишь холостые ходы или их часть, не совмещенные с выполнением технологических операцй!!!.
Если за период рабочего цикла Т машина производит не одно, а pизделий,
то цикловая производительность определяется выражением:
Qц = p/Т.
Технологическая производительность
Если в машине
– отсутствуют холостые ходы: tx = 0; T = tp и
– технологический процесс осуществляется непрерывно,
цикловая производительность рассчитывается по формуле:
Qц = 1/ tp = К.
Величину К обычно называют технологической производительностью, поскольку она определяется исключительно технологическим процессом и режимом обработки.
Задача.
В четырехпозиционной машине-автомате последовательного агрегатирования время выполнения операции на 1-ой позиции – 5с,
на 2-ой – 7с,
на 3-ей – 4с,
на 4-ой – 3с.
Время перемещения между позициями – 1с.
Найдите цикловую производительность машины Qц (шт/ мин).
Упрощённая схема машины для производства полихлорвиниловой трубки
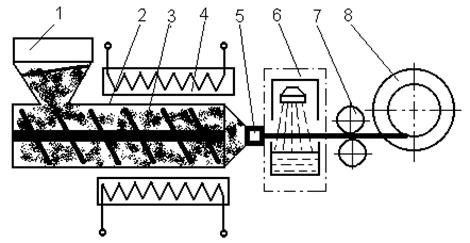

Машина состоит из загрузочного бункера 1 для засыпки гранул, корпуса 2, в котором установлен шнек* 3 и вокруг которого расположены нагревательные элементы 4. На правом фланце корпуса 2 установлена фильера 5, задающая форму трубки, далее расположен модуль охлаждения 6, механизм протяжки 7 и устройство намотки 8.
 По мере необходимости гранулированная пластмасса подается в бункер 1 без остановки машины. Находясь в цилиндрическом корпусе 2, гранулы размягчаются и выдавливаются шнеком 3 через фильеру 5. В модуле 6 трубка охлаждается и после этого сматывается на катушку.
По мере необходимости гранулированная пластмасса подается в бункер 1 без остановки машины. Находясь в цилиндрическом корпусе 2, гранулы размягчаются и выдавливаются шнеком 3 через фильеру 5. В модуле 6 трубка охлаждается и после этого сматывается на катушку.
*Шнек – стержень со сплошной винтовой поверхностью вдоль продольной оси.
| <== предыдущая лекция | | | следующая лекция ==> |
| Взвешенная средняя стоимость капитала | | | Выбор методов и стратегии ценообразования для продукции компании |
Дата добавления: 2016-05-11; просмотров: 639;