Лекция Айдау арматурасын монтаждау.
Фонтанды ұңғыманы пайдалану-мұнайды өндірудегі тәсілдердің негізгісі әсіресе жаңа аймақта.
Фонтандау Н-ұңғыма тереңдегі, м; Р-ұңғыма оқпанындағы орташа сұйық пен газдың қоспасының тығыздығы, кг/м3; g-еркін құлау үдеуі, м/с2.
Фонтанды ұңғыма құрал-жабдығы негізінен СКҚ тізбегінен және арматура сағасынан тұрады.
СКҚ тізбегі кей кезде қабылдау воронкасынан, кей кезде айыратын клапаннан немесе айырғыш клапанды отырғызатын қоңдырғы ершігінен тұрады. Ал кейбір кездерде ұңғымаға пакер орнатылады.
Жай фонтандау СКҚ тізбегінен басқа негізгі түйін болып арматура сағасы есептелінеді.
Бұрғылаудан кейін ұңғыма жабдығы тізбек басынан және фонтанды арматурамен жабдықталады.
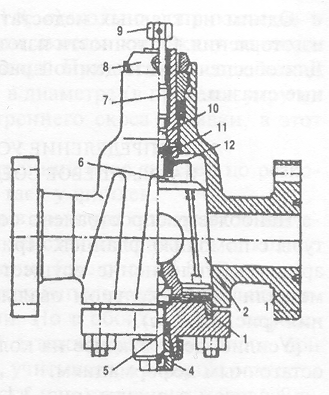
Арматура құбыр басы және фонтанды шыршадан тұрады (сурет 13.1).
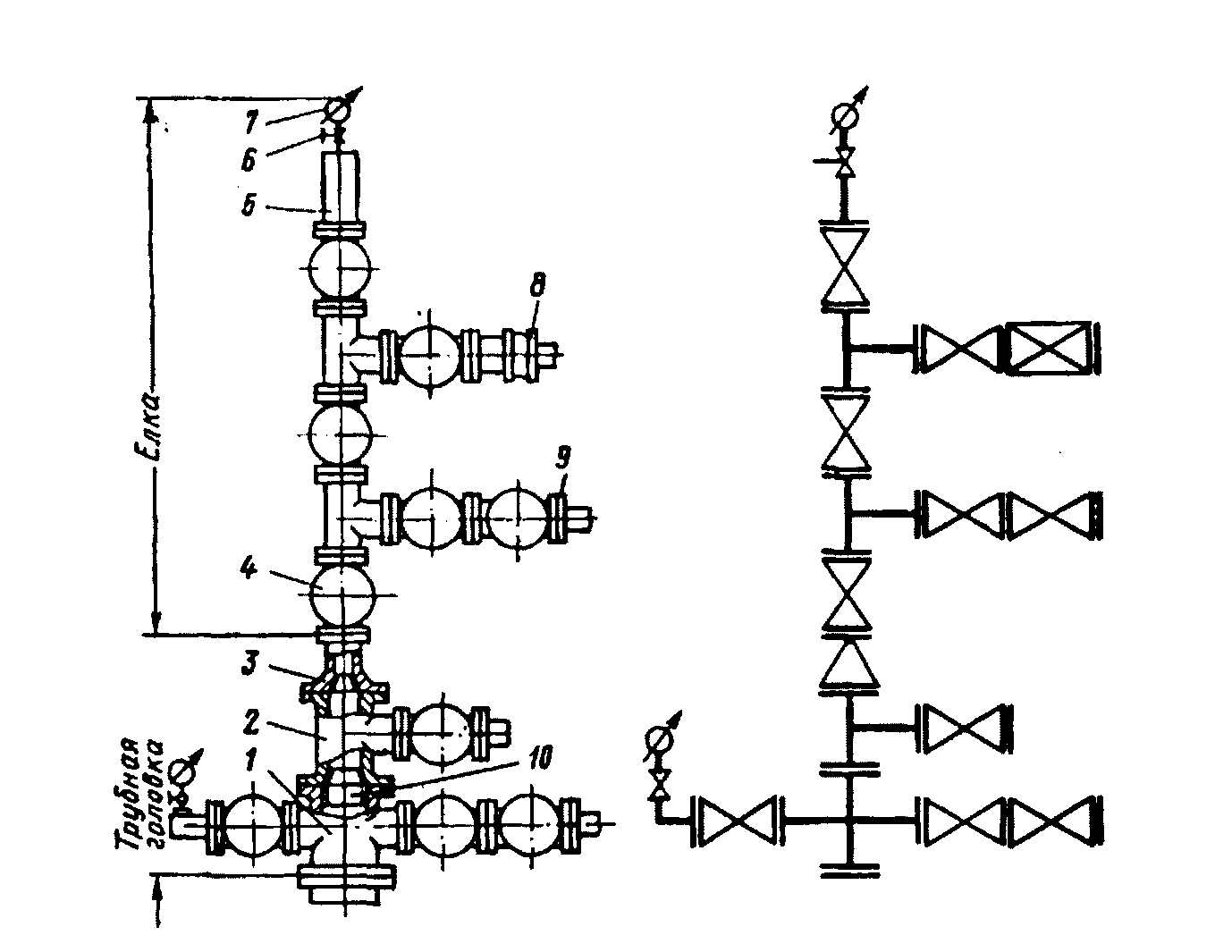
13.1-сурет. Фланецті фонтанды арматура үлгісі
Әдетте құбыр басы тізбек басына құрастырылады. Фонтанды шырша құбыр басына құрастырылады және ұңғымадан шығып жатқан сұйық пен газды монифольдқа жіберуге, сонымен қатар фонтанды ұңғыма жұмысын тексеру мен реттеуге арналған.
Арматураның негізгі бөлшегі мен торабы төртжақ (крестовина) 1, екі жақты шығару бөлшегі бар, үшжақ (тройник) 2, бір жақты шығару бөлшегі бар, аударма немесе катушка 3, тиекті құрылғы 4, буфер немесе монометр астындағы фланец 5, кран 6, монометр 7, дроссель 8, қарсыласу фланец 9 дан тұрады.
Крестовина мен тройник өндірілген өнімді, қоспаны монифольдқа жібереді. Осы бөлшектерде СКҚ тізбегін іліп қоюға болады. Осыған байланысты бөлшектердің резьбалары болуы тиіс. Тізбек осы резьба арқылы ілінеді немесе СКҚ-ды ілуге арналған немесе арматура бөлшектерінің өлшемдерін бірінен-біріне ауыстырығанда қолданады.
Тығынды құрылғының оқпанды немесе әкету қимасы. Көрсеткіштерді реттеу, ағынды бөлігінде тығынды құрылғының жабық кезінде жүргізілмейді.
Ағынды көрсеткіштері, реттеу, ұңғыма жұмысы кезінде арнайы тораптар және дроссельдер (штуцер) қолданады. Дроссель тұлғасына (корпус) тұрақты немесе диаметрі кішілеу ауыспалы втулка орнатылады. Втулканың кішкентай тесігінен бүкіл ұңғымада өндіріліп жатқан өнім өтеді.
Арматураның бөлшектері мен түйіндері резьба арқылы, тығындау фланец немесе қамыт арқылы жалғанады. Осыған байланысты арматура резьбалы, фланецті және қамытты болып бөлінеді.
Елканың (шаршының) оқпанды бөлігі сұйықты өткізуді бір жағында тік (тройник) арқылы немесе екі жақты (крестовина) арқылы болуы мүмкін.
Арматураның негізгі көрсеткіші болып – фонтанды елка бөлігіндегі оқпанда өтетін қима диаметрі немесе арматураға есептелінген жұмыс қысымы болып есептелінеді.
Техникалық документ бойынша жұмыс қысымы мынаған тең Ржұм=14, 21, 35, 70, 105 МПа. Сондай ақ өту құймасының диаметрі төменде көрсетілген.
13.1-кесте
| Шартты диаметр Дш, мм | Фактілігі диаметр Дор, мм |
Жұмыс қысымына 7 ден 35 МПа тең 2 Ржұм қысымы сынау арқылы қабылданған, ол 70 тең 105 МПа 1,5 Ржұм жұмыс қысымы қабылданған.
13.2-кесте
| Д, мм | Ржұм |
| 35...105 7...70 21...35 21...35 21...35 |
Тройникті және крестовиналы – арматура үлгісі МЕСТ бойынша белгіленген.
Бұл МЕСТ бойынша оқпанды тиек үлгісі қарастырылған. Бұл әр қашанда фонтандау ұңғымасындағы үлкен қысымда жасалады.
Ұш жақты арматурада екі жанынан өткізетін жеріне қарағанда, негізгі жұмысшы өткізгіш болып, жоғарға бөлімі есептелінеді. Шығар жердегі бөлшектері істен шықса, онда оқпанды тиек құрылғысы жабылады, ал сұйық немесе газ төменгі жіберу бөлігімен ағады.
Бұл бізге жоғарғы әкету бөлімі бойынша арматура ұзарады бұл оның қызмет көрсетуін қиындатады.
Тройникті арматураны қолдану төмен және орташа қысымда қолдануды ұсынады.
Ал орташа және жоғары қысымда МЕСТ бойынша төртжақты арматураны қолдану ұсынылады.
Төртжақты арматура ұшжақтыға қарағанда төмен, бұл оның қызмет көрсетуін жеңілдетеді.
Төртжақты арматураның кемшілігі болып, шығар жердегі бөлімі жұмыстан шықса, онда оқпанды тиек құрылғысын табамыз, осының артынша ұңғыманы жабамыз.
Ұңғыманы зерттеу кезінде фонтанды елка басына лубрикатор (қысым теңгергіш құрылғы) орнатылады, ол бізге аспапті түсіруге қажет. Осыған байланысты төртжақты және үшжақты арматурада жоғарғы оқпан тиегі қарастырылған.
Фонтандаушы ұңғымада қысым 100 МПа-ға дейін жетуі мүмкін және ол өзгеріп тұрады. Ұңғымадан шығып жатқан сұйықтық, қоспаның және газдын жылдамдығы бір секундта ондаған метрге жетуі мүмкін,сұйық және газ агрессивті арматурада коррозияның пайда болуына әкліп соғады.
Ауыр жұмысты атқаратын арматура оның төртжағы, үшжағы, ауыстырушы фланец және тиек құрылғысының тұлға бөлшегі столдан ғана жасалады. Фланец арматурасының арасындағы тығыздаулар стальді дөңгелекшелермен жабдықталады.
Арматураның құйылған және пісірілген бөлшектері көп тараған. Фонтанды арматура элементтері 45, 40ХЛ, 40 ХНЛ маркалы стальдін және легирленген стальдан жасалады. Тығыздау дөңгелектері 08 КП маркалы стальдан сталь 20, сталь 30, сталь 40, және легирленген стальдан жасалады, (коррозиялы ортада қолдану үшін).
Ұңғыма өнімі втулка дроссель арасынан жоғары жылдамдықпен өтеді, ол 80...120 м/с жетеді. Шығып жатқан байланысты втулкалар шыныққан стальдан, қатты қортпалардан, металлокерамикадан жасалады.
Арматураны әрдайым жаңартып отыру, бізге оның металлын үнемдеуге және беріктігін өсуіне қол жеткіздік. Қазіргі кезде конструкторлар фонтанды арматураның жеңілдетуге, бірнеше конструкцияларын қосуын қамтамасыз етуге жұмыстар жасауда (мысалы: төртжақ пен үшжақтын біріктіру).
Арматураның бөлшектерін пісіріп жалғау, бізге құйылып жасалған бөлшектерден, артықшылығы көп, мәселе металлды үнемдеуге, жұмыстың жеңілдеуі және де жоғары беріктігін көрсетеді.
Арматурада келесі тиекті құрылғылар қолданады:
- сыналы ысырма (задвижка клиновые)
- тура ысырма (задвижка премоточные)
-көтергіш (краны)
-мөлшер реттеуіш (вентиль)
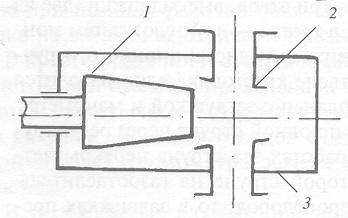
13.2-сурет. Сыналы ысырма үлгісі
1-шибер; 2-ершік; 3-корпус
Сыналы ысырманың негізгі артықшылығы болып, оның қарапайымдылығы есептеледі. Бірақ клапанның (13.2-сурет) өтер жеріндегі ашық ысырмада шет жағында қуыс пайда болады, ол қуыста құйын пайда болуы мүмкін, осыған байланысты орынның бітелуі мен ол жерлерде тұздың жиналуы, сонымен қатар парафин мен құмның жиналуы мүмкін. Осыған байланысты корпустың жоғарғы тығындау бөлімі және сыналы (клин) бөлімін сұйық жууы мүмкін, осыған байланысты коррозияға ұшырауы мүмкін.
Бұл кемшіліктер тікдәлді (премоточный) ысырмада болмайды (13.3-сурет).
 13.3 -сурет Тікдәлді (прямоточный) ысырма үлгісі
13.3 -сурет Тікдәлді (прямоточный) ысырма үлгісі
Сыналы тығыздауышта, шиберлі екі жақты плашкамерымен немесе біршеберлі болып ауыстырылған. Өтпелі коналдағы шибер ашық және жабық күйінде, жоғарғы корпус бөлшегіндегі тығындауышқа жабысқан. Ол екі қысылған жартылай пружинадан тұрады.
Пружинаның күш салуы 9 КН-ға дейін жетеді. Тікдәлді ысырманың ашық немесе жабық кезінде, корпус бөлшегінің жоғарғы тығыздау бөлімі бойынша шибер сырғанайды.
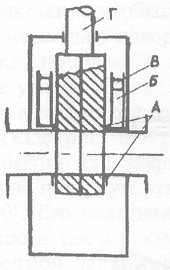
Тікдәлді ысырмада қалың тығыздалған майлау қолданады. Тұтқыр майлау қабат суы және мұнайда шайылып кетпейді. Майдың қоры резервуарларда Б сақталады. Кейбір ысырма поршендерде (ЛЗ-162) майланады. Ысырманың ішкі қуыстарының барлығы арнайы маймен толтырылады.
Сонымен қатар тікдәлді ысырманың тағындалуы А қуысында эластикалық элементтерде АФГ-80ВС қолданады. Ысырма ішіндегі қысым өзінен өтетін ортаның қысымына тең, ал Т тәрізді шпиндельге әсер ететін күшті түсіру үшін шток қолданады (13.4-сурет).
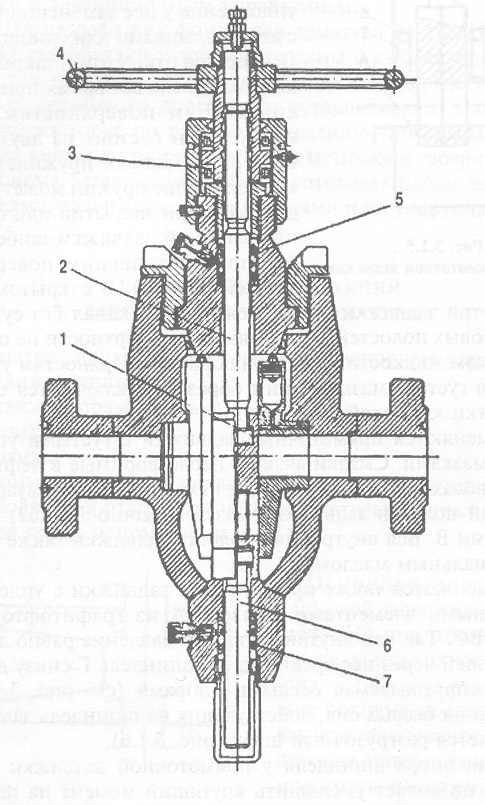 13.4-сурет. Тікдәлді ысырма, күш түсіру штогымен:
13.4-сурет. Тікдәлді ысырма, күш түсіру штогымен:
1- шибер; 2-резьбалы шпиндель; 3-өсті тіреуш; 4-маховик; 5-шпинделді тығыздау; 6-күш түсіргіш шток; 7-штокты тығыздау.
Тікдәлді (премоточный) ысырмада шпиндпл өсті тірегі шарикті болып келеді, ол шпиндплдегі айналу моментін қысқыртады. Шибер корпусындағы тесігіне қосқанда, шпиндель мен маховикті айландыра отырып, шиберді жоғарыға көтере отырып және шпиндельдің резбалық бөлігіне шиберлі гайканы бұрап қатайтады. Осыған байланысты сыналы ысырманы ашуға және жабуға болады. Осыған байланысты екі типті ысырмадада жалпы кемшілігі бар – ысырманы ашып және жабу үшін, күш салып маховикті бірнеше рет бұрау қажет.
Кран артықшылығыман ысырмадан ерекшеленеді (13.6-сурет). Оның ашылып, жабылуы үшін, тек қана рукоятканы 900-қа бұрасақ болғаны. Оның жоғарыдағы тығыздау бөлімі тікдәлді ысырма сияқты, сұйықпен жуылмайды, сонымен қатар оның каналында өлі аймақ болмайды.
 13.5-сурет. Коникалық (конический) тығынды (пробка) кран
13.5-сурет. Коникалық (конический) тығынды (пробка) кран
Кран корпустан 1, тығыннан 2, шпиндельден 7, кілттен 8, реттеу бұрандасынан 4, тығыздау монжеттасынан 5, канал және қайтару клапаннын 10 пружинадан 12 кранды майлау маймен толтырудан тұрады. Бұдан басқа шпиндел резбасын майлауға арналған, май беру клапаннан және каналдан тұрады. Шпиндел жұдырықшасымен тығынға кіреді 6, осыған байланысты шпиндельдің бұрулуы кезінде тығында (пробка) қоса бұралады. Шпиндел корпусқа резьба арқылы отырылады. Ол өсті күшті қабылдайды және тығындау элементі болып табылады, оны жоғары герметизациялау үшін, клапанға каналдар арқылы арнайы майлау майларымен майланады.
Кранның барлық бөлімдері ЛЗ-162 майымен майланады. Майлау майының -40тан+1200С-ға дейінгі температураға төзімді болуын ұсынады.
Кранның корпуста орналасуы заводта реттеледі, реттеуіш бұрында 4, қақпақта бекітілген 3. Корпус пен тығын арасында бірнеше жүз мм аралық болуға тиіс. Шпинделде қыспалы болт 9 орналасқан. Жылжу арқылы май шпиндел қуысындағы кран арқылы клапанға 10 беріледі. Осы болт арқылы 9 тығынның тұтылуын болдыртпауға болады.
Тығынның тұтылуын болт арқылы кетіру үшін, болт 9 кері бұрайды, шпинделдің бүкіл қуысын маймен майлап толтырады да болтты 9 бұрайды, содан соң кері клапанды қысады 10, бөлшек 11.
Ең маңызды кранның кемшілігі болып оның қиындығы болып саналады. Оның беріктілігі, оны жасағандағы дәлдікпен байланысты. Кранның жұмысының беріктілігін қамтамасыз ету үшін арнайы майлау майлары қажет.
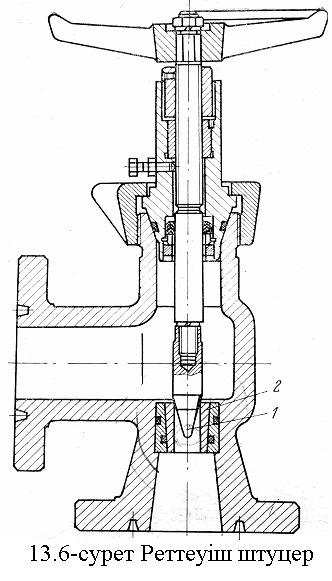
Монометрдің қосып – ажырату қондырғысы үшін вентиль (мөлшер реттеуіш) қолданамыз (13.6-сурет). Фонтанды арматурада қолданатын венитилдер 70,0МПа дейінгі жұмыс қысымына есептелінген, онда өтпелі қуысы 5 мм бар және массасы 3-4кг.
Реттеуіш штуцер (13.6-сурет) конструкциясы бойынша вентилге ұқсас. Штуцерді реттеу бұрында (вентиль) конструкциясына ұқсас болып келеді. Штуцер 70,0 МПа жұмыс қысымына есептелінген. Штуцердің массасы 80кг.
Штуцердің басқару жеңіл болуы үшін, оны қозғалтқышпен қамтамасыз етіледі.
Штуцердің втулкасын ауыстыру өте ауыр және ұзақ жұмысты талап етеді. Бұл жұмысты тездету және жеңілдету үшін, тез ауыстырылатын штуцерді қолданады. (13.7-сурет).
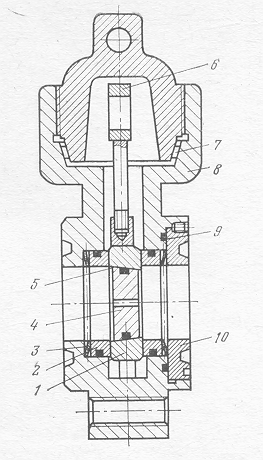 13.7-сурет. Тез ауыстырылатын штуцер
13.7-сурет. Тез ауыстырылатын штуцер
1-құрсау (обойма); 2,9-тығындау дөңгелегі; 3-пружина (серіппе); 4-дроссель; 5-дроссельді тығындау; 6-бұранда; 7-ағымды нүкте (проточка); 8-тұлға (корпус); 10-дөңгелек.
Сұйық пен газдың шығынын сатылы реттеу үшін ауыспалы втулканы, мынадай тесіктерімен, диаметрі 5, 8, 10, 15, 20, 25, 30 мм қолданады
Штуцер мынадай жұмыс қысымына 70 МПа есептелінген.
Стандарт бойынша арматура және тиекті құрылғылардың негізгі реттелу көрсеткіштері: жұмыс қысымы және қысымды сынау, өту тесігінің диаметрі. Бұдан басқа қосылу өлшемдері, габариттері, массасы және жасалуы да реттелуі қажет.
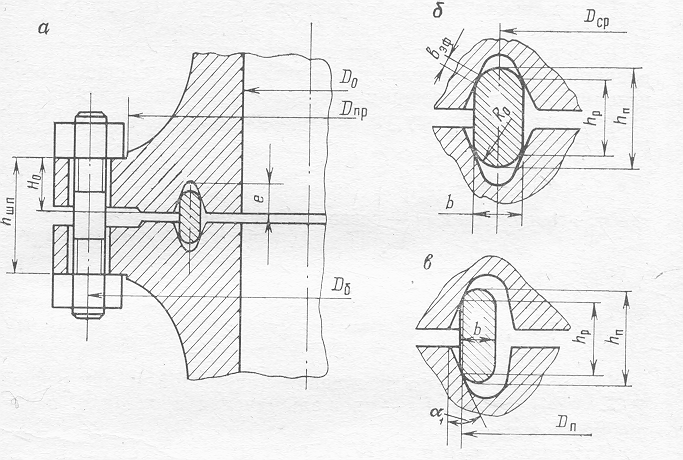
Фонтанды арматураның және тиекті құрылғылардың бөлшектері мен бөлімдері, фланец арқылы қосылады, бұлардың өлшемдері, жинағанда және арматура мен монифольдта жинағында негізгі роль атқарады. Осыған байланысты фланецті қосылулар (13.8-сурет) өлшемдері, олар да стандарт бойынша реттеледі.
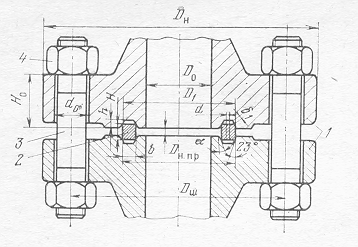
13.8 -сурет Стандартты фланецті қосылыстар элементтері мен өлшемдері:
1-фланец; 2-тығыздаушы; 3-шпилька; 4-гайка;
Фланецті қосылыстарда, фланецтің қосылу тәсілі есептеу методикасына байланысты болады: шпилькамен немесе хомутпен. Екі жағдайда фланец және тығыздауыш төсегішінің жағдай да шпилька есептелінеді, бірақ бірінші жағдайда да тығыздығыш клапанның алдын-ала тартылу күшін есептеледі. Фланецтің шпилькамен қосылысында өсті күш, шпильканың тартылу күшінің қосындысына тең, ал хомутты жоғарғы хомутқа қысуға күш салады.
 13.9-сурет. Фланецті болттың қосылысындағы есептеу ұлгісі
13.9-сурет. Фланецті болттың қосылысындағы есептеу ұлгісі
Екі жағдайда да (13.9а-сурет) төселу, екі жағдайды ескереді. Бірінші жағдайда (13.9б-сурет) жинау кезінде ішкі және сыртқы жоғарғы бөліміне тиеді, ал төсігіштің серпімді дефформациясы шешімі тығыздалды және фланецпен. Екінші жағдай да (13.9в-сурет) төсегіш жағдайы шпилканың тартылымына байланысты.
Заводтан шығаралатын арматура негізінен төселгішпен жасалады, ол екінші үлгі бойынша жасалады.
Ұңғымадағы арматура өндірістік коммуникациялар мен монифольд арқылы қабат сұйығын және газды жинауға арналған. Монифольдтің атқаратын қызметі агрегаттарды құбырлы, құбыр сыртына қосылуы және басқада элементтерден крестовина, тройник және ұңғымаларында монифольд көптеген элементтерден тұрады. Жоғарғы шығымды газ ұңғымаларында ауырлатылған монифольд қолданады, олар келесі үлгіде жасалады.
Үлгі (схема) 1. орташа шығымды және аз ұңғымада бір фонтанды шыршамен пайдаланатын.
Үлгі 2. Жоғарғы шығымды ұңғыма үшін, шыршаның екі әкетуге көтеру тізбегін бір құбыржаймен пайдалағанда:
Улгі 3. Төменгі қабатты қысым үшін, газды жинағанда, құбыр сыртының аймағы бойынша құбыр басындағы бір құбыр арқылы.
Үлгі 4. Екі кәсіптік газ ұңғымасы үшін, бір фонтанды шырша бойынша пайдалану және екі шлиф арқылы тау жыныстарын микроскоппен зерттеу үшін жасалатын олардың жұқа пластинкасы құбырлы тізбектен өткізу.
Газды ұңғымалы фонтанды арматураның монифольді үлгісі 13.10а- суретінде көрсетілген.
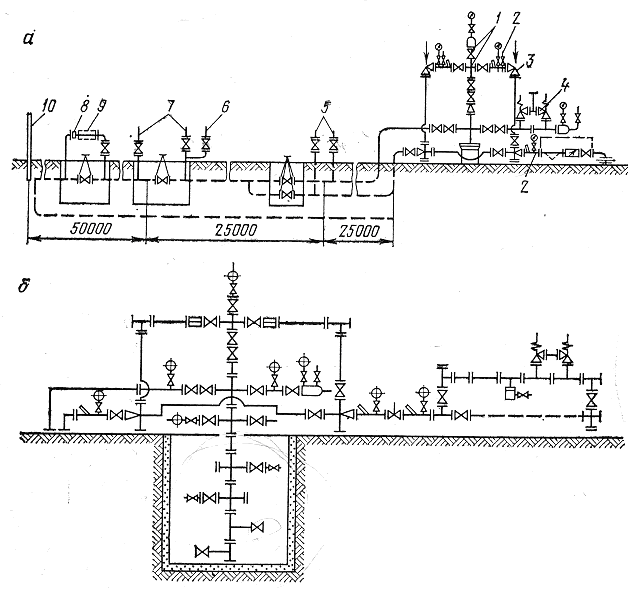
13.10.-сурет. Фонтанды арматураның манифольді
а-газды ұңғыма монифольді; б-мұнай ұңғыма монифольді
Катушканың 2 артындағы фонтанды арматура 1 мен бұрышты штуцермен реттеу 3 және 4 екеуі де жұмыс струнасы сонымен қатар құбыр сыртындағы монифольд фсфрмалы болуын, төртжақты, ұшжақты, катушкалы. ТӨП (тексеріп өлшеу пунктісі) болуын қамтамасыз етеді. Сақтандырғыш клапаны және үрлеп қысу жүйесі 5 агрегаттын қосуға балшықты сұйықты жинауға 6, соператорды қосуға 7, штуцерлер 8, (ДИКТа) 9 және факел жүйесін 10 қосуға арналған.
Монифольдің атқаратын қызметі ұңғымаға ингибитор (қашқалдардың әсерін азайтатын зат) беруді, үрлеу – басу жүйесі арқылы сөндіру, сонымен қатар ұңғыма бойынша құбыр іші мен сыртын үрлеу; газодинамикалық тәсілдер өткізу; сағадан алшақ жердегі сорап агрегаттарын қосу: конденсат және газды факел арқылы қауіпсіз жағу, игерудегі балшықты сұйықтар мен басқада сұйықтарды жинау; сөндіру және жиналып қалған сұйық шығымын жеделдету сияқты жұмытарды атқарады.
Фонтанда арматурадағы монифольдасында газды ұңғыманың негізгісі болып айратын клапан қабылданады. Фонтанды ұңғыма монифольдасы үлгісі 13.10б-суретінде көрсетілген. Газ лифті және айдау ұңғымаларының монифольдасы және арматурасы мына элементтерден жиналады, жортысы арматурадан жартысы фонтанды ұңғыма монифольдасынан тұраді.
Арматураны монтажға дайындау.
Фонтанды арматураны құрмастан бұрын мыналарды орындау қажет:
- фланецті қосылыстардың дұрыс жанғанғанын тексеру, оларда ешқандай ақаудың жоқтығына көз жеткізу.
- Фланецті крестовиктің астынғы жағына фланецтің басын орналастыру; қосылыстарға су жібіріп онда ешқандай ақаудың жоқтығына және дұрыс жұмыс істейтініне, мықтылығына көз жеткізу. Бұл кезде барлық болттар жарылмай ашық күйінде болуы керек. Ауа желілеріне ауамен тығыздау немесе қысымы 1 МПа-ға тең инертті газбен толтыру. Қысымды манометрмен тексеріп отыру қажет.
- Дроссельдің шкалаларының дұрыстығын текксеру.
Арматура монтажы
Пайдалану тізбектердің перфорациясының алдында ұңғыма оқпанына крестті труба басын манифольдімен жалғайды.
Негізгі әдебиет 1, 2.
Қосымша әдебиеттер 4.
Бақылау сұрақтары:
1. Фонтандау ұңғымасыны қойылатын негізгі шарттар?
2. Фонтанды арматура қандай элементтерден тұрады?
3. Құбырлы тізбек жұмысы?
4. Фонтанды арматура қандай классификацияға бөлінеді?
Фонтанды шыршадағы көрсеткіштердің қайысы негізгі болып есептеленеді?
Дата добавления: 2016-05-11; просмотров: 2886;