Фонтанды ұңғының сағалық жабдығын монтаждау және іске қосу.
Кондукторды түсірген соң және цементтелу аяқталған соң, шегендеу тізбегіне тізбек басының корпусын орналастырады. Фланецтің шеттік жазықтығын горизонтальды жазықтыққа қатысты орнатады.
Шегендеу тізбегіне бұрандасыз конструкция арқылы орнатқанда, оның шеттік жазықтығын қатаң түрде келтіру керек және оны пісірумен шегендеу құбырына үш-төрт жеріне бекіту керек.
Корпусты шегендеу құбыры тізбегіне пісіріп жалғау үшін ішінде және сыртында міндеті түрде:
а) пісірудің арнайы тігісі бар орны болу керек;
б) ені 75мм-ден кіші емес оны кесу отымен қыздыру қажет немесе жалынды лампамен 200-330  С-да, және осы температураны пісіру кезінде ұстап тұру қажет;
С-да, және осы температураны пісіру кезінде ұстап тұру қажет;
в) тігіс түптерін диаметрі 3мм, УОНИ-1345 маркалы электродтарымен қайта пісіруді іске асыру қажет, ал соңғы пісіруді (3-ші қабат) – диаметрі 4мм электродпен пісіріп жалғайды;
г) әр пісіру қабатынан соң тігістерді үгітінділерден тазалау қажет;
д) пісіріп болғаннан соң тігісті ол салқындағанға дейін жылжыту (асбест немесе киізбен жабу);
ж) барлық 3 қабат пісірулерді рет-ретімен мұқият жасау қажет;
з) пісіру үздіксіз жүргізілу қажет. Тізбек басын шегендеу тізбегінің бұрандамасына орнатқанда байланысу бөлшектеріне майлау материалын жағу қажет, сосын қажет болған жағдайда айдау линияларын монтаждайды.
 Монтаждау кезінде қысымды тексеру ыңғайлы болу үшін және технологиялық операцияларды жүргізу үшін манифольд тораптарын жер бетіне шығарып тастау мүмкіндігі бар (сурет 9.1).
Монтаждау кезінде қысымды тексеру ыңғайлы болу үшін және технологиялық операцияларды жүргізу үшін манифольд тораптарын жер бетіне шығарып тастау мүмкіндігі бар (сурет 9.1).
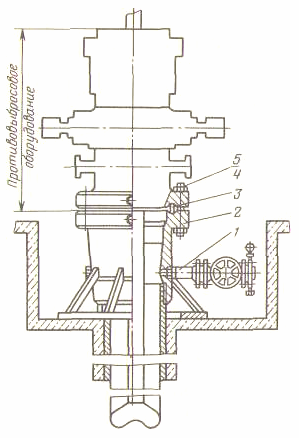
9.1-сурет. Лақтыруға қарсы жабдықты бірфланецті тізбектік байланыспен монтаждау.
Қарсы лақтыру жабдықтарын тізбек басы 2 корпусына фланецке төсемдер 3 арқылы орнатады. Оны шпилка 4 және гайкамен 5 бекітіп тастайды.
Қысым төмен кезінде ағу орнын анықтайды, ақауды табады, осыдан кейін барып, аралық тізбек астында бұрғылау жұмысын бастайды.
Бұрғылауды болғаннан кейін бірінші аралық тізбекті түсіреді және оны цементтеп, цемент ерітіндісі қатқанға дейін күтіледі.
Шегендеу құбыры айналасында сыналы аспаны жинайды (9.2-сурет) якорь көмегімен оны диаметрі 6мм-ден кем емес созылмалы өлшеу арқанымен жібереді. Оны лақтыруға қарсы жабдықтары ашық превенторларымен жібереді. Осыған байланысты аспа ілініп тұрған тізбек бойымен еркін орын ауыстыруы қажет.
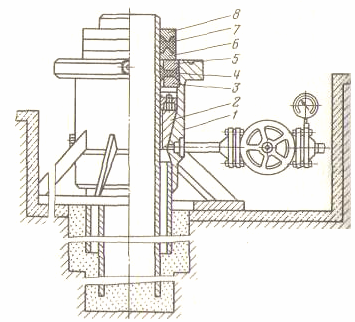 9.2 - сурет. Сыналы ілмек пен бір фланецті тізбектің тығыздауышының монтажы.
9.2 - сурет. Сыналы ілмек пен бір фланецті тізбектің тығыздауышының монтажы.
Аралық тізбекті сағаға дейін цементтеу кезінде центрлеуді қамтамасыз ету мақсатында сыналы аспа цементтік стакан қату процесі аяқталғанға дейін тізбек басы корпуста орналасады.
Сыналарды корпустың конусты өту нүктесінен тастағанда тросты алып тастау керек. Сосын тізбекті сыналарда жүктеп тұрып, қайта түсіреді.
Лақтыруға қарсы жабдықтарын шешеді, тросты шешеді, сыналы аспаның рымболттарын бұрап шешеді.
Құбырдың жанындағы сыртқы бетін жұқа тазалау шкуркасымен тазалайды, сосын оған консистенті майлау материалын жағады.
Құбырға пакердің төменгі сақинасын және тығыздағышты кигізеді және оларға майлау материалы жағылады. Одан кейін жоғарғы ұшын кигізеді.
Тығыздағыш төсемді тізбек басы корпусының фланец ұштары канавкасына орнатады (9.3-сурет). Екі фланецты тізбек басын корпусын, пакерге сақтағыш сақиналарын орнатып барып монтаждайды.
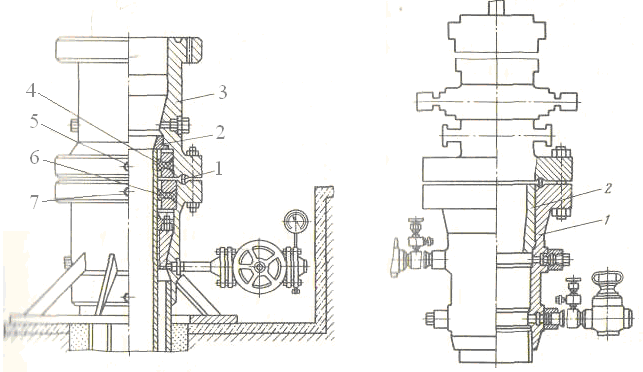
9.3-сурет. Екі фланецті тізбек басының монтажы. 9.4-сурет. ОКБ типті тізбектің байланысу монтажы.
Клапан тығынын (пробка) бұрап шешеді де, оның орнына НС-8х35 майлағышының айдағыш ұшын бұрап кигізеді. 5 разрядты клапан тығыны 2-3 айналымға бұрап шешіп, майлау материалын айдайды.
Айдағыш көмегімен қысымды көтереді де, яғни тізбек басының корпусына есептелген жұмыстық қысымды көтеріп, 5 минут ішінде ұстап тұрады. Егер көрсетілген уақыт бойынша қысым төмендемесе, онда тығыздау (опрессовка) процесі аяқталды деп есептеуге болады. 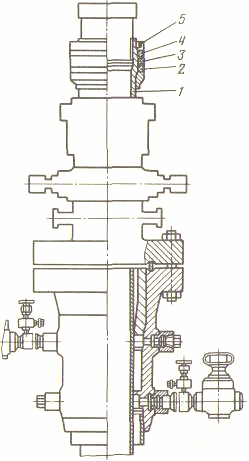
9.5-сурет ОКБ типті тізбектің тұрқысына превентор арқылы техникалық тізбекті орналастыру.
ОКБ тізбекті (9.5-сурет) байланысу мынадай ретте монтаждалады. Корпусқа ауысып салынатын қорғағыш төлке 2 қондырылады. Фланецке қарсы лақтыру жабдықтарын (ОП2Г-350х350) бекітеді.
Бірінші техникалық тізбек астында бұрғылау аяқталған соң тізбекті түсіреді. Соңғы құбырдың муфтасына ниппель жалғайды. Бұрандалық байланысулардың сенімді саңылаусыздығы фумлентасын қолдану арқылы қамтамасыз етіледі. Ниппельге пакердің соңғы сақинасы 2 кигізіледі. Пакер тығыздағышы 3, және пакердің жоғары сақинасы да кигізіледі. Пакер тораптарына гайкамен ілінеді. Шегендеу құбырларына көтерме келте құбырын бұрап салады. Тізбекті цементтік стакан қатпайынша цементтеп тастайды. Тізбекті түсірер алдында тізбек басының ішкі жақтарының отырғызу ұштары қысымымен су арқылы шайылады. Сұйық жіберер алдында манифольд краны ашылады. Тізбектің муфталы аспасы отырғызу ұясына жай түсіріледі.
Орналасу жағдайына байланысты бақыланады. Бұл орналасу жағдайы ротор столына қатысты болады.
Цемент қатып қалғаннан кейін тізбекті және тығыздағышты қысыммен тығыздайды. Бұл қысым тізбектің жұмыстық қысымына есептелген.
Содан соң ұңғыманы пайдалану тізбегінен төмен бұрғылайды. Бұрғылау аяқталған соң тізбек басын монтаждау жұмысы жүргізіледі.
Тізбекті байланысудың пайдалануы және жөндеуі.
Тізбекті пайдалануға тек оның конструкциясын білетін және пайдалану бойынша басқару ісімен таныс персонал ғана жіберіледі. Тізбекті байланысу жұмысын жүйелік түрде бақылау қажет.
Бақылау периодтылығы ұңғымалық ортада және ұңғыма орналу орнында коррозиялық белсенді заттардың бар болуына байланысты мұнай өндіруші мекеме бойынша анықталады.
Тізбекті байланысудың тексеруін және техникалық қызмет көрсетуін ұңғыманы пайдаланудың барлық периодында 3 күнде 1 реттен көп тексеру қажет.
Тізбекті байланысуда тексеру жүргізгенде мыналарға ерекше назар аудару қажет.
Дата добавления: 2016-05-11; просмотров: 1666;