Недостаткомшлицевого соединения является относительно высокая стоимость и трудоёмкость изготовления.
Шлицевые валы изготавливаются в массовом производстве по технологии, аналогичной технологии изготовления зубчатых колёс (метод обкатки, способ – нарезание посредством червячных фрез), в штучном и мелкосерийном производстве используется метод копирования (требует наличия специального инструмента), а в случае отсутствия специнструмента валы изготавливаются методом фрезерования на универсальных фрезерных станках. Возможно также изготовление таких валов на обрабатывающих центрах с числовым программным управлением.
Шлицевые пазы в отверстиях ступиц при массовом производстве изготавливаются методом протягивания (инструмент – протяжка) или долблением специальными долбяками.
В штучном  производстве изготовление ведётся только долблением.
производстве изготовление ведётся только долблением.

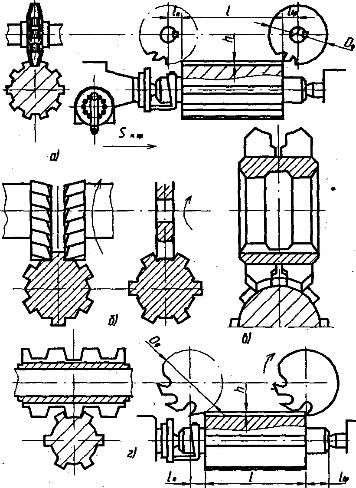
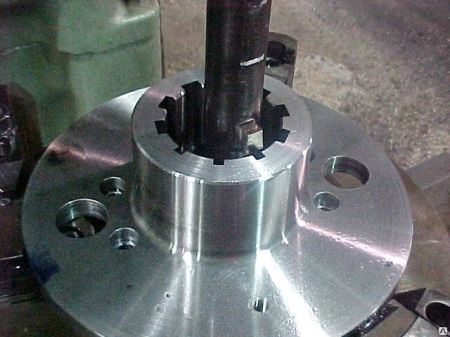
 Рис. 2 Сквозные и несквозные шлицы, наружные и внутренние шлицы
Рис. 2 Сквозные и несквозные шлицы, наружные и внутренние шлицы
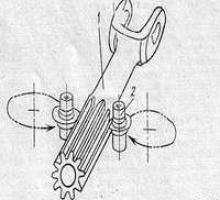
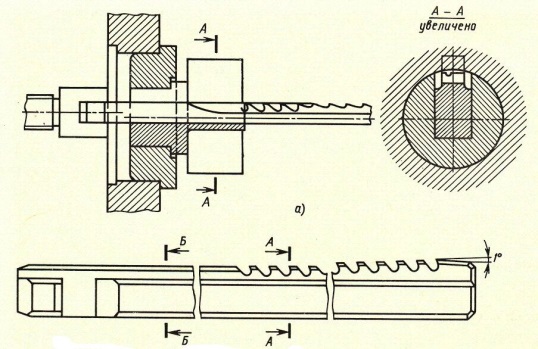 Рис. 3 Нарезание шлицевых поверхностей
Рис. 3 Нарезание шлицевых поверхностей
Шлицы нарезают фрезерованием, строганием, протягиванием и холодным накатыванием (в основном эвольвентные шлицы). Технологический процесс обработки шлицев зависит от метода центрирования шлицевого соединения и термической обработки.
На валиках нарезать шлицы можно двумя методами:
1) фрезерованием по методу обкатки специальными червячными фрезами на шлицефрезерных или обычных зубофрезерных станках;
2) фрезерованием дисковыми или фасонными фрезами на горизонтально-фрезерных станках.
Строгание шлицев на валах производят набором фасонных резцов, собранных в головке, и эффективно может быть применено в крупносерийном и массовом производстве. Их количество и профиль соответствуют числу шлицев и профилю впадины между шлицами вала.
Шлицепротягивание производят протяжками. Блок протяжки состоит из набора резцов-зубьев, которые могут независимо перемещаться в радиальном направлении. Резцы затачивают комплектно и устанавливают в блоки в специальном приспособлении. Этот метод позволяет обрабатывать сквозные и несквозные шлицы.
Большие перспективы имеет холодное накатывание шлицев, при котором шлицы образуются пластическим деформированием без снятия стружки. Накатка выполняется роликами, рейками и многороликовыми профильными головками.
Шлифование шлицев производится после термической обработки и обеспечивает получение чистоты поверхности до Ra=0.8 мкм и точность центрирующего диаметра по 7-8 квалитету. Различают следующие способы шлифования шлицевых валов: 1) шлифование фасонным кругом внутренней и боковых поверхностей шлицев; раздельное шлифование в две операции внутреннего диаметра и боков шлицев: а) дисковыми кругами; б) кругами конического профиля; шлифование внутреннего диаметра и боков шлицев тремя кругами, установленными на одной оправке.
Дата добавления: 2016-10-17; просмотров: 1644;