Отпуск закаленной стали
Общие закономерности влияния легирующих элементов на процессы, происходящие при отпуске закаленной стали, а, следовательно, и свойства такой стали после закалки и отпуска, имеют большое значение для практики термической обработки различных конструкционных и инструментальных сталей.
При отпуске закаленной стали протекают процессы распада мартенсита, образования цементита и специальных карбидов, их коагуляция, распад остаточного аустенита, возврат и рекристаллизация матрицы.
Рассмотрим влияние легирующих элементов на отдельные процессы, происходящие при отпуске закаленной стали.
Распад мартенсита
Распад мартенсита включает формирование сегрегаций атомов углерода и легирующих элементов в твердом растворе у дефектов кристаллического строения, образование предвыделений и выделение углерода и легирующих элементов в карбидную фазу. При этом мартенсит углеродистых сталей, имеющий объемно-центрированную тетрагональную (ОЦТ) решетку, переходит в феррит с ОЦК решеткой. В легированной стали начальные стадии распада мартенсита (150–200°С) практически протекают так же, как и в углеродистой стали.
Легирующие элементы слабо влияют на кинетику распада мартенсита до температур отпуска 150–200 °С и существенно изменяют ее при более высоких температурах. Карбидообразующие элементы (Сr, Мо, W, V, Nb) сильно замедляют распад мартенсита – выделение из него углерода. Если в углеродистой стали практически весь углерод выделяется из мартенсита при 250–300°С, то в сталях с карбидообразующими элементами этот процесс сдвигается в сторону более высоких температур (до 400–500°С). Такое влияние этих элементов, очевидно, связано с уменьшением термодинамической активности углерода в растворе, т. е. с увеличением сил связи между атомами углерода и карбидообразующего элемента в растворе.
Некарбидообразующие элементы (Ni, Сu) и слабый карбидообразующий элемент марганец практически не задерживают выделение углерода из мартенсита, а по некоторым данным даже несколько ускоряют этот процесс. Исключение из некарбидообразующих элементов составляет кремний, который заметно задерживает распад мартенсита.
Изложенные закономерности иллюстрируются схемой рис. 2.9, показывающей выделение углерода из мартенсита в карбидную фазу в углеродистой и легированных сталях. Как видно из схемы, карбиды цементитного типа начинают формироваться независимо от легирования при одной и той же температуре (tц). Однако в стали, легированной карбидообразующими элементами, при более высоких температурах цементита образуется меньше, так как большее количество углерода остается растворенным в мартенсите.

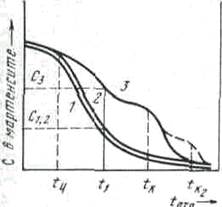
Рисунок 2.9 – Схема выделения углерода из мартенсита и углеродистых (1), легированных некарбидообразующими элементами кроме кремния (2) и карбидообразующими элементами (3) сталях (обобщение по литературным данным)
Если в мартенсите растворены два карбидообразующих элемента, температуры образования специальных карбидов которых различаются, то на кривой 3 будет наблюдаться (штриховая часть кривой 3) второе интенсивное выделение углерода из мартенсита при температуре tк2. При этой температуре возникает специальный карбид второго, более сильного карбидообразующего элемента. Значения температуры для хромистых сталей ориентировочно равны 400–500°С, для ванадиевых и молибденовых 500–550 °С, для ниобиевых и вольфрамовых 550–600°С.
Дата добавления: 2016-06-02; просмотров: 1051;