Дисперсионное упрочнение
При отпуске закаленной легированной стали протекают два противоположных по влиянию на прочность процесса: разупрочнение вследствие распада мартенсита и упрочнение в результате выделения дисперсных частиц специальных карбидов. Дисперсные карбидные частицы повышают предел текучести стали (твердость, временное сопротивление), так как являются эффективными препятствиями на пути движения дислокации. Эффективность упрочнения обусловливается количественным соотношением процессов разупрочнения и упрочнения.
На рис. 2.10 приведена схема, иллюстрирующая соотношение процессов разупрочнения и упрочнения при отпуске легированного карбидообразующими элементами мартенсита. Если повышение прочности |+Dsд.ч| в результате выделения дисперсных частиц карбидов (рис. 2.10, кривая1) превышает разупрочнение |–Dsт.р| твердого раствора при отпуске (рис. 20, кривая 2) при повышении температуры суммарное изменение прочности стали (рис.20, кривая 3) будет характеризоваться наличием пика повышения прочности. Для приведенного случая при температуре отпуска t2 |+Dsд.ч| > |–Dsт.р|. Если эффект упрочнения будет меньше, чем эффект разупрочнения, т.е. |+Dsд.ч| < |–Dsт.р|, то на суммарной кривой изменения прочности пика не будет, а будет лишь наблюдаться замедление процесса разупрочнения (рис.2.10).
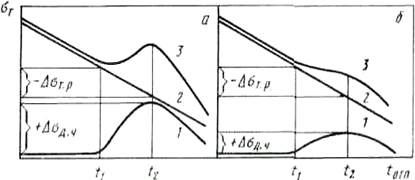
а – |+Dsд.ч| > |–Dsт.р|; б – |+Dsд.ч| < |–Dsт.р|
Рисунок 2.10 – Изменение прочности вследствие распада мартенсита (1), из–за выделения дисперсных карбидных частиц (2) и суммарное (3) при отпуске закаленной стали (М. И. Гольдштейн)
Для дисперсных частиц определенного фазового состава соотношение между упрочнением и разупрочнением, т.е. результирующая прочность, будет зависеть от содержания легирующего элемента, образующего дисперсную упрочняющую фазу. Чем больше такого элемента выделяется в виде дисперсной фазы (при сохранении ее размеров), тем больше упрочнение преобладает над разупрочнением. На рис. 2.11 показано влияние содержания ванадия на прочность (твердость) стали 40 после закалки и отпуска.
Минимальная концентрация карбидообразующего элемента, при которой упрочнение преобладает над разупрочнением, зависит от содержания углерода и типа образуемого карбида. Так, в низкоуглеродистой стали (0,1–0,15 % С) пик вторичной твердости появляется при 0,1–0,2 % V или 0,08–0,12 % Ni, или 2,5–3,0 % Сr.
Из приведенных примеров видно, что для разных содержаний элементов, образующих дисперсную упрочняющую фазу, кривые изменения прочности однотипны. Они различаются только тем, что при большом количестве дисперсных частиц на кривых наблюдается максимум вторичной твердости, а при малом количестве его нет, но при этом происходит замедление падения прочности. В первом случае явление повышения прочности обычно характеризуют термином дисперсионное твердение, а во втором – термином дисперсионное упрочнение. Термин «дисперсионное упрочнение» является более общим, так как применим к процессам, при которых выделяется любое количество дисперсных упрочняющих частиц, тогда как термин «дисперсионное твердение» – лишь к процессам с таким количеством частиц, при котором появляется пик вторичной твердости.
Явление дисперсионного упрочнения при отпуске протекает в сталях, легированных сильными карбидообразующими элементами: Cr, Mo, W, V, Nb, Ti, Zr, а также в сталях, в которых упрочняющими фазами являются также нитриды и интерметаллиды.
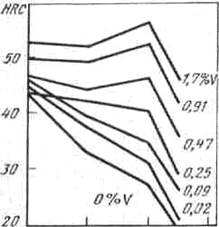
Рисунок 2.11 – Влияние температуры отпуска на твердость стали 40 с разным содержанием ванадия (М. И. Гольдштейн)
Необходимо отметить, что пик вторичной твердости может быть обусловлен и превращением при отпуске остаточного аустенита в мартенсит (вторичная закалка).
Зачастую пик вторичной твердости может быть обусловлен и дисперсионным упрочнением и вторичной закалкой. Такое явление наблюдается, например, при отпуске быстрорежущих сталей.
Дата добавления: 2016-06-02; просмотров: 1406;