Методы изготовления резервуаров
При строительстве различных по форме резервуаров применяются три метода изготовления: полистовой, блочный и рулонный.
Наибольшее распространение получил рулонный метод изготовления резервуаров в виду больших технико-экономических преимуществ.
Сущность метода состоит в том, что днище и боковые стенки резервуаров толщиной до 16¸18 мм, изготовленные в виде полотнищ сворачиваются в рулоны и в таком виде транспортируются на место монтажа резервуара.
Узлы конструкции в виде полотнищ большого размера собирают, сваривают и сворачивают в рулон на специальных установках (рис.7.2).
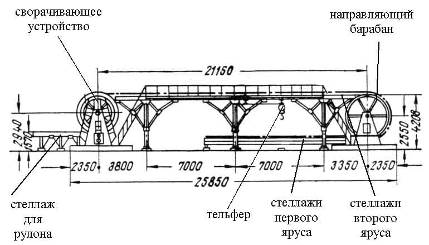
Рис7.2. Двухъярусный стенд для сварки и рулонирования
листовых конструкций.
Необходимость сварки с двух сторон предопределяет наличие двух ярусов, а также поворотного кружала, передающего полотнище с одного яруса на другой с поворотом на 180º. Перемещение полотнища и его сворачивание осуществляется рабочим кружалом. На верхнем и нижнем ярусах расположены четыре рабочих участка: сборки, сварки с одной стороны, сварки с другой стороны, контроля и исправления дефектов. Сворачивание рулонов производят после завершения работ на каждом из участков. При этом полотнище наворачивают на вспомогательный элемент, закрепляемый на рабочем кружале. Размеры полотнища выбирают из условия рационального членения конструкции. Например, боковые стенки вертикальных цилиндрических резервуаров выполняют из одного, двух или более полотнищ в зависимости от размеров емкости, с тем, чтобы масса рулона не превышала 40¸65 т. ширина полотнища соответствует высоте боковой стенки резервуара, то есть составляет 12¸18 м. Такова и ширина двухъярусной установки для сборки, сварки и сворачивания полотнищ. Днище резервуаров и газгольдеров, диаметр которых превышает 12 м приходится выполнять из нескольких полотнищ. Если масса каждого из полотнищ невелика, то они наворачиваются в один рулон.
Расположение листов в полотнище, их толщина и типы соединений определяются как конструктивными, так и технологическими соображениями. Листы толщиной 7-8 мм и более собирают и сваривают стыковыми швами, а более тонкие - нахлесточными. Это объясняется тем, что тонкие листы проще собирать и сваривать, причем, сворачивание такой нахлестки затруднений не вызывает. При толщине листов более 7-8 мм нахлестка приобретает заметную жесткость и неудобна для сворачивания. Напротив, стыковое соединение такой толщины является приемлемым как с позиции сборки и сварки под слоем флюса, так и позиции последующего сворачивания в рулон.
При изготовлении боковой стенки вертикального цилиндрического резервуара вместимостью 5000 м3 возможны два варианта схем размещения листов: с совмещенными стыками нижних поясов и раздвинутыми стыками нижних поясов. Подготовка листов начинается с правки на многовалковых вальцах. Для сварки стыковых соединений продольные кромки подвергаются обработке на кромкострогальном станке пакетом. Торцовые кромки, как для стыковых, так и для нахлесточных соединений обрезают на гильотинных ножницах. На сборочном участке двухъярусной установки одновременно собирают две картины. Листы раскладывают в определенной последовательности. Пояс I прижимают к упорным роликам стенда, II- вплотную к нему, затем III-й пояс и т. д. Плотная сборка закрепляется прихватками. Листы, собираемые нахлесточными соединениями, имеют риски, совмещаемые с рисками продольных осей поясов на настиле стенда. Сборка второго и последующих полотнищ производится непрерывной лентой, для чего между последней картинкой предыдущего полотнища и первой картинкой последующего устанавливают соединительные планки. Сварка под флюсом осуществляется сварочными тракторами. Целесообразно использование расщепленного электрода, позволяющего производить сварку с местным зазором 2-3 мм. Поперечные швы начинаются и заканчиваются на основном металле примыкающих листов. У крайних поясов окончание швов выполняют на выводных планках.
Наворачивание полотнищ производят на каркас, используемый в дальнейшем в качестве конструктивного элемента, например, на шахтную лестницу, опорную стойку, монтажную мачту. Изготовление специальных каркасов, не используемых на монтаже, не желательно, так как их трудно возвращать заводу-изготовителю.
Монтаж вертикальных цилиндрических резервуаров из рулонированных элементов выполняют следующим образом. Рулон элементов днища укладывают на подготовленное основание резервуара и раскатывают в последовательности, определяемой положением элементов в рулоне. Выполняют односторонние нахлесточные соединения полотнищ между собой сварочным трактором под слоем флюса. Затем, у края днища на подкладной лист для лучшего скольжения рулона по днищу при разворачивании ставят рулон боковой стенки резервуара. Рулон разворачивают лебедкой или трактором с помощью троса. По мере разворота нижняя кромка рулона прижимается к упорам и прихватывается, крепление троса переставляется. Верхнюю кромку развернутой части боковой стенки закрепляют установкой элементов шатровой кровли или (в резервуаре с плавающей крышей) расчалками с последующим монтажом кольцевой площадки. После этого заваривают монтажный стык боковой стенки, так как кольцевой шов, соединяющий боковую стенку с днищем, выполняется при полностью заваренном днище, то возможно вспучивание днища вследствие потери устойчивости. При изготовлении резервуаров большой вместимости (10000 м3 м более) для предотвращения таких деформаций в виде купола можно изготовить только центральную часть днища, а окрайки сваривать между собой при монтаже из отдельных листов, присоединяя их к днищу на прихватках. После завершения установки, разворачивания и приварки боковой стенки к окрайкам эти прихватки удаляют, хлопуны выправляют путем сдвига листов в нахлестке, и только тогда швы между центральной частью днища и окрайками заваривают окончательно. Недостатком подобного раскроя днищ является большая длина монтажных швов и увеличение числа монтажных элементов.
При сооружении цилиндрических резервуаров вместимостью свыше 50000 м3 использовать метод рулонирования для изготовления боковой стенки пока не удается из-за значительной (свыше 18 мм) толщины нижних поясов. Применение высокопрочных сталей или конструктивных новшеств, возможно, позволят применить этот прогрессивный метод и для более крупных цилиндрических резервуаров.
За рубежом цилиндрические резервуары вплоть до 200000 м3 сооружают полистовым способом. Листы толщиной до 40 мм очищают от окалины, обрезают кромки автоматической термической резкой, вальцуют, окрашивают и маркируют. Листы толщиной до 14 мм имеют V- образную разделку кромок, при большей толщине - Х-образную. Большинство листов днища выполняют сваркой под флюсом, горизонтальных швов боковой стенки также под флюсом с флюсоудерживающим устройством или в СО2, вертикальные швы боковой стенки сваривают дуговой сваркой под флюсом или в СО2 с принудительным формированием шва.
При изготовлении кровли вертикальных цилиндрических резервуаров метод рулонирования не нашел применения из-за трудностей монтажа тонкого (2-3 мм) полотнища. Кровлю сооружают из отдельных, поставляемых с завода щитов, размер и вес которых лимитируется размером железнодорожного подвижного состава. Свес настила со стороны одной из радиальных балок каркаса щита облегчает сборку кровли и позволяет выполнять монтажный шов на элементе каркаса соседнего щита как на подкладке. Щиты укладывают одним краем на опорную стойку, а другим при помощи улавливателя на боковую стенку резервуара по мере разворачивания без лесов и люлек. Резервуары большой вместимости (10000 м3 и более) имеют покрытие или сферические, из криволинейных листов с опорой только на корпус, либо плоские из щитов, опирающихся на корпус и несколько внутренних стоек
Дата добавления: 2016-05-25; просмотров: 1180;