КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОСНОВНЫХ ТИПОВ СУШИЛОК.
В конструктивном плане контактные сушилки представлены вальцовыми, а конвективные — камерными, ленточными, распылительными, барабанными, а также сублимационными и сушилками с «кипящим» (псевдоожиженным) слоем.
Для сушки молока и жидких молочных продуктов наибольшее распространение получили вальцовые и распылительные сушилки. Для сушки твердых молочных продуктов чаще применяют камерные, ленточные и барабанные сушилки, реже — сублимационные и с «кипящим» (псевдоожиженным) слоем.
Вальцовые сушилки. В этих сушилках теплота передается от нагретой поверхности их исполнительного органа к высушиваемому материалу при непосредственном соприкосновении. Они имеют два вращающихся один навстречу другому полых барабана и поэтому называются двухвальцовыми. Один из барабанов находится в подвижных подшипниках, что позволяет регулировать зазор между барабанами, а следовательно, и толщину пленки высушиваемого материала.
Продукт, подлежащий сушке, подается питателем на рабочую поверхность барабанов и образует на их поверхности тонкую пленку. По мере вращения барабана продукт высушивается, снимается ножом, а затем шнеком отводится за пределы устройства. Барабаны сушилки обогреваются паром, подаваемым в полый вал, через этот же вал отводится и конденсат пара. Воздух, уносящий испаренную влагу, уходит в вытяжной патрубок. Барабаны вращаются с частотой 24 мин-1.
Распылительные сушилки. Состоят из сушильной камеры (рис. 9.1, б), выполненной в виде полой башни диаметром до 5 м и высотой до 8 м. Продукт, поступающий в сушилку, распыляется в верхней ее части мелкими каплями. Это достигается разбрызгиванием через форсунки под большим давлением, пневматическим распылением с помощью сжатого воздуха или центробежных распылителей. Благодаря высокой дисперсности продукта и большой поверхности контакта с сушильным агентом продолжительность сушки в таких аппаратах невелика. В качестве теплоносителя служит очищенный в фильтрах и нагретый до 135...140°С в калориферах воздух. Направление его движения относительно распыляемого продукта может быть прямоточным, противоточным и перекрестным.
Высушенный продукт в виде порошка падает на дно камеры и скребком подается к шнеку, который отводит его из сушилки. Нагретый воздух, перемещаясь в сушилке со скоростью около 0,4 м/с, увлекает с собой мелкие частицы высушенного материала. Поэтому для их улавливания воздух пропускается через фильтры-камеры и вентилятором удаляется в атмосферу.
В зависимости от направления движения частиц распыляемого продукта и воздуха различают сушильные камеры с параллельным (прямоточные) потоком, с противотоком и со смешанным током.
При использовании прямоточного метода распыления молоко (молочный продукт) и сушильный агент (горячий воздух) движутся параллельно: при подаче высушиваемого продукта и воздуха — сверху, при подаче высушиваемого продукта и воздуха — сбоку и вращательном движении потока при подаче высушиваемого продукта и воздуха — снизу. При подаче молока и воздуха снизу скорость движения частиц равна сумме скорости их витания и скорости движения воздуха. Основная масса сухого продукта остается в нижней части сушилки. Небольшая доля частиц уносится с воздухом. Проходя сверху вниз, горячий воздух встречается с молоком (молокопродуктами) в зоне распыления, характеризуемой максимальной влажностью.
Быстрое испарение влаги, происходящее при соприкосновении частичек молока с горячим воздухом в начале их пути, резко понижает температуру этих частичек. Температура выходящего из сушилки порошка сравнительно низкая, так как на выходе из зоны сушки порошок соприкасается с уже охлажденным и насыщенным парами воды отходящим воздухом. Боковая подача высушиваемого продукта и воздуха с вращательным движением воздуха улучшает смешивание продукта с воздухом и делает сушку более экономичной.
Параллельный поток снизу вверх имеет преимущества перед потоком сверху вниз, так как в этом случае сушка протекает более равномерно. Параллельный поток воздуха и высушиваемого материала наиболее выгоден, так как в этом случае можно применять более высокую температуру нагрева воздуха (высушиваемый материал не перегревается) и высокую скорость его протекания (2...3 м/с). При этом температура высушиваемого продукта определяется температурой воздуха на выходе из сушилки. Кроме того, при параллельном потоке меньше частиц попадает на стенки камеры и, наконец, готовый продукт получается более однородным.
В сушилках с противотоком при высушивании термочувствительных материалов температура поступающего воздуха не может быть доведена до того же уровня, что и в прямоточных. Это снижает эффективность сушки (количество испаряемой влаги с 1 м2 сушильной камеры в 1 ч). При сушке в противотоке увеличивается длительность пребывания частиц высушиваемого продукта во взвешенном состоянии, что позволяет лучше использовать влагоемкость воздуха и уменьшить расход пара. Кроме того, с отходящим воздухом уносится меньшее количество порошка. Гранулы (частички пылевидного продукта) получаются более прочные, чем при прямоточном методе сушки. При данном методе частицы высушиваемого материала встречают горячий воздух в конце своего пути, когда влажность их минимальна, а температура газов максимальна. В этом случае возможны подгорание и порча продукта. Помимо этого высушенные мелкие частицы поднимаются потоком воздуха вверх, где в зоне наименьших температур  они соединяются с невысохшими каплями высушиваемого материала, что приводит к неоднородности конечного продукта. Сушку в противотоке можно вести с подачей жидкости сверху и воздуха снизу или наоборот.
они соединяются с невысохшими каплями высушиваемого материала, что приводит к неоднородности конечного продукта. Сушку в противотоке можно вести с подачей жидкости сверху и воздуха снизу или наоборот.
В сушилках со смешанным потоком сушка протекает при такой скорости воздуха, когда более крупные частицы оседают на дно камеры и лишь мелкие уносятся с отработавшим воздухом, что позволяет избежать перегрева мелких частиц и поддерживать более высокую температуру сушки, чем при противотоке. В сушилках со смешанным потоком достигается более высокая влажность отходящего воздуха, и, следовательно, такие сушилки более экономичны. Однако готовый продукт получается менее однородным по влажности.
Работа сушилок при смешанном потоке может осуществляться по различным схемам: цилиндрической сушилки с дисковым распылением (см. рис. 9.2, д) и конической сушилки, работающей по типу циклона — горячий воздух в нее подается тангенциально. В результате трения воздуха о стенки камеры поток двигается винтообразно, что обеспечивает хорошее перемешивание частиц с воздухом.
Гидравлическое (механическое) распыление продукта в сушильных камерах достигается в результате его истечения из форсунок с большой скоростью под действием высокого давления (4,9...20 МПа). Для достижения хорошего эффекта распыления высушиваемый продукт с помощью насоса вначале нагнетается в уравнитель давления, откуда под давлением 4,9 МПа направляется к форсункам. Давление в уравнителе создается воздушным компрессором. Распад струи, выходящей из форсунки, на капли зависит от турбулентности (завихрения), которая, в свою очередь, обусловлена скоростью истечения жидкости, размером выходного отверстия форсунки, физическими свойствами сырья.
Турбулентность струи возрастает, если после выхода из форсунки ей придается вращательное движение, для чего в форсунках имеется специальное устройство (канавка). При этом уменьшается размер капель, благодаря чему процесс сушки улучшается.
Для распыления применяют форсунки с выходным отверстием диаметром 0,5...1,5 мм. Чем больше диаметр сопла форсунки при одном и том же давлении, тем выше производительность сушилки. Этот же эффект достигается при повышении давления подаваемого высушиваемого продукта и том же диаметре сопла форсунки. Следует отметить, что работа с использованием форсунок с уменьшенным выходным отверстием усиливает их сопротивление, что влечет за собой повышение давления подаваемого продукта и улучшение степени распыления.
Механическая форсунка состоит из корпуса, крышки и шайбы. Внутри форсунки установлен конус с канавками, идущими по касательной к внутренней окружности. Высушиваемый продукт проходит по канавкам, сохраняя полученную под действием гидравлического давления поступательную скорость, и приобретает тангенциальную (касательную) скорость. При выходе продукта из отверстия форсунки образуется пленка, которая затем распадается на отдельные капли.
Преимуществом форсунок являются небольшие энергозатраты на распыление (от 4 до 10 кВт • ч на 1 т продукта). Их производительность составляет 150дм3/ч. Для обеспечения соответствующей производительности сушилки устанавливают несколько форсунок.
Недостатком механических форсунок является то, что они часто забиваются, особенно при распылении вязких и плохо очищенных жидкостей. Выходное отверстие механических форсунок быстро разрабатывается под шлифующим действием струи, вследствие чего размер капель увеличивается и ухудшается работа сушилки. Кроме того, производительность сушилок с механическими форсунками нельзя регулировать в процессе работы. Поэтому при разработке распылительных сушилок ориентируются на использование центробежного способа распыления продукта. В этом случае распыление осуществляется центробежным диском с внутренними радиально расположенными канавками.
Высушиваемый продукт самотеком поступает внутрь диска, вращающегося с большой скоростью, приобретает вращательное движение и под действием центробежной силы выбрасывается в сушильную камеру, превращаясь при этом в мельчайшие капли. Для достижения однородного распыления необходимы равномерная подача продукта на диск и отсутствие его вибрации. Размер капель при распылении диском тем меньше, чем больше окружная скорость и диаметр диска. Чем выше скорость вращения диска, тем однороднее распыление. В среднем окружная скорость должна быть не ниже 60 м/с. Практически в современных распылительных сушилках окружная скорость равна 110... 150 м/с. Это позволяет получить более однородный тонкодисперсный высушенный продукт и уменьшить размеры сушильной камеры, так как диаметр факела распыления и высота сушилки в результате такого распыления продукта уменьшаются. Кроме того, создаются благоприятные условия для движения распыляемого продукта и горячего воздуха; можно повысить производительность сушилок, не увеличивая их размеров.
Виды различных распылительных центробежных дисков показаны на рис. 9.4. Диаметр отверстий в дисках со смешанными соплами может быть 4, 6 и 8 мм, диаметр самого диска 200, 250, 300 и 350 мм. Минимальная частота вращения диска составляет 133...167 с-1, но может быть доведена до 500 с-1. При этих условиях диаметр частиц распыляемого продукта может составлять (10...20) 106м.
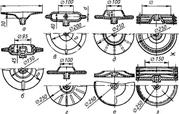
Рис. 2.35.Виды распылительных центробежных дисков:
а— тарельчатый открытый; б—со сменными соплами; в —со сменными соплами облегченный; г — плоский закрытый с перегородками; д — плоский закрытый с отверстиями; е — плоский закрытый с зубьями; ж — трехъярусный гладкий с отверстиями; з — трехъярусный с перегородками и зубьями
Необходимую частоту вращения диск получает с помощью электромеханического привода с повышающим редуктором червячного, фрикционного или зубчатого типа, паровой или пневматической турбины, а также высокочастотного электродвигателя с водяным охлаждением, работающего от тока повышенной частоты (до 200 Гц). Последний способ более надежен, так как обеспечивает стабильность распыления, благодаря чему увеличивается количество растворимых белковых веществ в готовом продукте при более высокой влажности.
Особенностью дискового распыления является то, что факел распыления расположен в горизонтальной плоскости, а его диаметр определяется дальностью полета капель высушиваемого продукта. Обычно за диаметр факела распыления принимают диаметр окружности, где выпадает около 90 % всего распыляемого продукта.
В сушилках с форсуночным распылением сравнительно легко регулировать размер факела изменением диаметра сечения отверстия форсунки и давления жидкости, в дисковых сушилках это сделать не удается. Диаметр факела при распылении центробежным диском возрастает по мере увеличения количества высушиваемого продукта и уменьшается при повышении частоты его вращения.
С отходящим из сушильной камеры воздухом уносятся мелкие частицы высушенного продукта. Унос продукта с отработавшим воздухом даже при правильно выбранном режиме сушки составляет до 10 % общей массы высушенного материала. Кроме того, значительный унос готового продукта приводит к загрязнению окружающей среды. В связи с этим необходимо предусмотреть очистку воздушных выбросов.
Для улавливания порошка высушенного продукта применяют рукавные фильтры и центробежные циклоны.
Рукавные фильтры состоят из металлического кожуха, разделенного на нижнюю, среднюю и верхнюю части перегородками. Нижняя часть соединяется с воздуховодом, отходящим от сушильной камеры. В средней части расположены специальные рукава.
Рукава прикреплены нижней частью к перегородке, а верхней — к дискам, подвешенным к раме. Она соединена тягой с рычагом, прижимаемым пружиной. Длина рукава 2000 мм, диаметр 190 мм, фильтрующая поверхность каждого рукава 1,2 м2, производительность по воздуху 86 м3/мин.
В перегородках, разделяющих кожух на части, имеется отверстие. Верхняя часть закрывается вращающимся клапаном. Эта часть соединена системой рычагов со стержнем, на который надета пружина. Воздух поступает в фильтр по воздуховоду и, отсасываемый центробежным вентилятором, попадает в рукав через верхнюю часть кожуха. Порошок оседает на внутренней поверхности натянутых рукавов, в которых создается разрежение.
В верхней части фильтра расположен делающий один оборот в течение 2...3 мин вал с укрепленным на нем кулачком. Когда кулачок подходит к рычагу, он открывает клапан, и отсасывание воздуха из корпуса фильтра прекращается, а через открывшееся отверстие перегородки воздух поступает в среднюю часть фильтра. В это время рычаг прижимает двуплечий рычаг к эксцентриковому кулачку, в момент падения рычага с выступа кулачка происходит энергичное встряхивание рукавов. При этом частицы порошка стряхиваются с внутренней поверхности рукавов и падают в нижнюю коническую часть кожуха, откуда отводятся шнеком на выгрузку.
Рукавные фильтры обычно состоят из нескольких камер, и встряхивание рукавов в них производится поочередно, с тем чтобы обеспечить бесперебойную фильтрацию воздуха.
Матерчатые рукавные фильтры имеют высокий коэффициент обеспыливания, но они громоздки и не полностью отвечают санитарно-гигиеническим требованиям.
Циклон представляет собой цилиндр с конусообразной нижней частью, изготовленной из листовой углеродистой стали с последующей металлизацией ее внутренней поверхности алюминием или из листовой нержавеющей стали. Угол наклона конуса должен быть не менее 60°. Снизу на выходе продукта из загрузочного конуса на фланцах укреплен шлюзовой затвор. Последний приводится во вращение от индивидуального электродвигателя с редуктором через цепную передачу. Циклон устанавливают на четырех опорах, опуская конусную часть в проем перекрытия. Освобожденный от основного количества взвешенных примесей воздух из циклона через выводную трубу отсасывается вентилятором. Принцип работы центробежного циклона заключается в том, что загрязненный воздух вводится через входной патрубок в верхнюю цилиндрическую часть циклона по касательной к его окружности и движется сверху вниз по спирали. Развивающиеся при этом центробежные силы отбрасывают твердые частицы к стенке циклона, по которой они сползают в его нижнюю часть, а оттуда в бункер. Очищенный воздух удаляется из циклона через выводную трубу, расположенную в верхней части циклона.
Для эффективного улавливания порошка циклон должен быть герметичным, скорость движения воздуха в нем должна поддерживаться на уровне 10...20 м/с во входном патрубке и 3...8 м/с в отводной трубе.
В каждый из циклонов из сушильной камеры проходит около 1б000м3/ч отработавшего воздуха при температуре 6О...7О°С. В результате отсоса воздуха вентилятором в циклонах образуется остаточное давление около 0,8...0,12 кПа.
Качество сепарации зависит от радиуса циклона и скорости воздуха. Чем меньше радиус циклона, тем выше степень очистки при той же скорости воздуха. Увеличение размеров циклона снижает эффективность его работы, поэтому при большой производительности сушилки устанавливают несколько циклонов и даже батареи их. Первая пара циклонов улавливает около 60 % оседающей пыли, вторая — около 40 %. Осажденную циклонами пыль пропускают через шлюзовые затворы и собирают в бумажные мешки.
Степень очистки воздуха в рукавных фильтрах выше (98... 99 %), чем в циклонах (не более 90 %), при условии, что фильтры содержатся в хорошем состоянии — неизношенная ткань, отсутствие щелей в рукавах и кожухе, удовлетворительная работа встряхивающего механизма.
Преимуществом циклона является доступность для очистки и даже стерилизации, что особенно важно при сушке пищевых продуктов.
Камерные сушилки. Они обычно имеют вид шкафа в котором на стеллажах или ситах высушивается материал. Сушилка имеет принудительную циркуляцию теплоносителя и может выполняться с одним или несколькими подогревателями воздуха.
В этих сушилках воздух с помощью вентилятора подается на основной подогреватель и в камеру сушилки, в которой на полках находится высушиваемый материал. Проделывая зигзагообразный путь, воздух дополнительно подогревается в теплообменниках. Отработавший воздух выходит через трубу в верхней части сушилки. Часть этого воздуха может быть возвращена через регулирующий шибер.
Ленточные сушилки. В пищевой промышленности применяют четырех- и пятиярусные сушилки. Сушилки работают при атмосферном давлении.
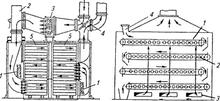
Рис.2.36.Сушилки для молока и молочных продуктов:
а — камерная: 1 — теплообменники; 2 — вентилятор; 3 — подогреватель; 4 — шибер; 5 — полки; б — ленточная: / — конвейер; 2— нагреватель; .?— вентилятор; 4 — труба
Четырехъярусная сушилка состоит из четырех сетчатых конвейеров, каждый из которых имеет индивидуальный привод. Живое сечение сетчатой ленты конвейера около 50 %. Между ветвями конвейеров расположены трубчатые ребристые нагреватели, обогреваемые паром. Воздух поступает от вентиляторов и проходит перекрестным по отношению к материалу потоком через все ленты сушилки. Отработавший воздух удаляется с помощью зонта и трубы. Скорость движения ленты регулируется вариатором в пределах 0,1...0,7 м/мин.
Барабанные сушилки. Основной их частью является барабан (рис. 9.8, а), к внутренней стороне которого по всей длине наклонно приварены ребра. Барабан установлен на двух парах опорных роликов с небольшим (около 5°) уклоном в сторону движения высушиваемого материала. Он приводится во вращение с помощью зубчатого венца, надетого на барабан и находящегося в зацеплении с зубчатым колесом редуктора. Частота вращения барабана 1...8 мин1. Диаметр его зависит от производительности сушилки и составляет 1200...2800 мм.
Барабанные сушилки используют при сушке таких сыпучих материалов, как молочный сахар и казеин. Влажный продукт загружается питателем и с помощью ребер перемещается вдоль барабана. Воздух, нагретый в паровом калорифере до 130... 140 "С, проходит через барабан, отдает теплоту продукту и отсасывается вентилятором через циклон в атмосферу. Выделенные в циклоне мелкие частицы сухого продукта подаются вместе с его основным потоком на выгрузку.
Сублимационные сушилки. Они работают при остаточном давлении 0,1...0,3 кПа. Процесс сушки осуществляется при отрицательных температурах, и вода в продукте находится в виде льда. При этом испарение влаги происходит без его плавления, т. е. сублимацией. Аппарат относится к сушилкам периодического действия, состоит из сублиматора (сушильной камеры), десублиматора (конденсатора-вымораживателя) и вакуум-насоса. Необходимой частью является холодильная установка для охлаждения конденсата (на схеме не показана). Внутри сублиматора размещены полки из полых плит, в которые насосом из бака в процессе сушки подается горячая вода. На полках размещаются противни с высушиваемым продуктом.
Десублиматор служит для конденсации водяных паров, поступающих из сублиматора. Он представляет собой теплообменный аппарат, в межтрубное пространство которого подается отсасываемая из сублиматора паровоздушная смесь, а в трубы — хладагент (аммиак или фреон). Влага намораживается на охлаждаемых трубах, а воздух откачивается вакуум-насосом. Для оттаивания льда в трубы десублиматора периодически подают горячую воду.
Процесс сушки начинается с замораживания в сублиматоре продукта до —15...—17°С и откачки из него воздуха. Затем в плиты сублиматора подается горячая вода, в результате чего замороженная вода в продукте испаряется. Температура сырья повышается до 0°С. При нагревании продукта до 4О...45°С в нем остается 2... 10 % влаги. Сухой продукт выгружается после отключения сублиматора от вакуумной системы и создания в нем атмосферного давления.
Сушилки с «кипящим» (псевдоожиженным) слоем. Их можно применять для сушки казеина и других пищевых продуктов.
Процесс сушки в «кипящем» слое позволяет увеличить поверхность контакта высушиваемого материала с теплоносителем (обычно воздухом), а следовательно, уменьшить размеры сушилки. Это интенсифицирует удаление влаги из продукта и значительно сокращает продолжительность сушки.
Сушилки в вихревом псевдоожиженном слое могут быть одно-и многокамерные. Некоторые сушилки комплектуют перемешивающими устройствами, которые препятствуют образованию комьев высушиваемого продукта.
Однокамерная сушилка работает следующим образом. По воз-духоводам воздух вентилятором подается в блок калориферов и нагревается до 110...130 "С, затем поступает в аппарат и приводит в состояние «кипения» высушиваемый материал. Отработавший влажный воздух через фильтр-ловушку выбрасывается в атмосферу. В процессе сушки продукт непрерывно перемещается под действием воздуха к месту выгрузки.
В многокамерной сушилке каждая камера имеет свои параметры теплоносителя. При этом между камерами имеются перегородки, которые препятствуют смешиванию разного по степени сухости продукта. На рис. 9.8, г представлена сушилка с перемешивающим устройством. Нагретый воздух подается под решетку в первую зону. Он обеспечивает создание «кипящего» слоя, перемещение его в последующие зоны и выгрузку из сушилки готового продукта. Высота псевдоожиженного слоя для казеина 210 250 мм. Влажность продукта в процессе сушки снижается с 55...65 до 10...12%.
Дата добавления: 2016-05-25; просмотров: 2281;