Проверка и ремонт масляного насоса
При недостаточной производительности или после длительной эксплуатации масляный насос снимают и разбирают, все его детали промывают в керосине и продувают сжатым воздухом. При наличии трещин в корпусе или крышке насоса эти детали заменяют новыми. После этого осматривают ведущую и ведомую шестерни насоса и при наличии значительного износа также заменяют их новыми. Обе шестерни, установленные в корпусе насоса, должны легко вращаться рукой при прикладывании усилия к ведущему валику.
Затем в обычных шестеренчатых насосах с наружным зацеплением шестерен щупом проверяют зазор между корпусом насоса и зубьями шестерен (рис. 4.54).
В шестеренчатых насосах с внутренним зацеплением шестерен проверяют зазор между наружным диаметром ведомой шестерни и расточкой в корпусе насоса (рис. 4.55). Предельно допустимый зазор составляет (в зависимости от модели двигателя) 0,22…0,25 мм, номинальный – 0,105…0,175 мм.
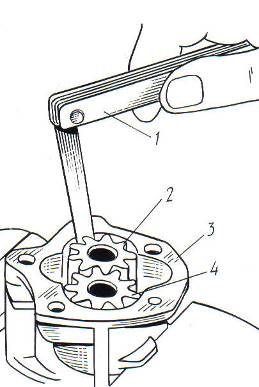
Рис. 4.54. Измерение зазора между корпусом насоса и зубьями шестерен (насос с наружным зацеплением шестерен):
1 – щуп; 2 – ведущая шестерня; 3 – корпус насоса; 4 – ведомая шестерня
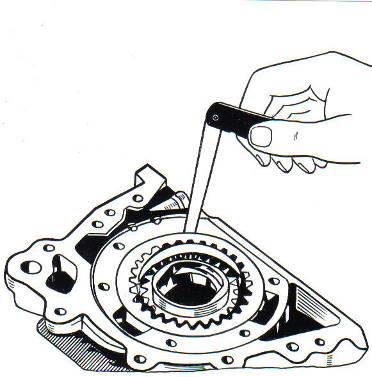
Рис. 4.55. Измерение зазора между наружным диаметром ведомой шестерни и корпусом насоса (насос с внутренним зацеплением шестерен)
Для всех насосов проверяют зазор между зубьями шестерен, который не должен превышать 0,20 мм. С помощью линейки и щупа измеряют зазор между торцами шестерен и плоскостью корпуса насоса. Предельно допустимый зазор составляет (в зависимости от модели двигателя) 0,15…0,20 мм, номинальный – 0,05…0,16 мм.
Для насосов с внутренним зацеплением шестерен проверяют зазор между наружным диаметром ведущей шестерни и корпусом насоса. Предельно допустимый зазор составляет 0,25 мм, номинальный – 0,140…0,216 мм (в зависимости от модели двигателя).
У обычных шестеренчатых насосов измеряют диаметр шестерен и определяют зазор между осью и ведомой шестерней, который должен находиться в пределах 0,017…0,057 мм (предельно допустимый – 0,1 мм), а также зазор между валиком насоса и отверстием в корпусе, который должен находиться в пределах 0,016…0,055 мм (предельно допустимый – 0,1 мм).
Крышка насоса в зоне прилегания шестерен не должна иметь уступов. Допускается ее неплоскостность до 0,05 мм. В случае необходимости крышку фрезеруют или шлифуют; при этом максимальная толщина снимаемого слоя не должна превышать 0,2 мм.
Некоторые насосы имеют прокладку между корпусом и крышкой. При ремонте такого насоса прокладка, изготовленная из паронита либо картона (обычно толщиной 0,3 мм), заменяется новой. Применение лака, краски или других герметизирующих средств при установке прокладки, как и установка более толстой прокладки, не допускается, так как это приводит к снижению производительности насоса.
При ремонте насосов с шестеренчатым приводом от распределительного вала необходимо произвести дополнительные измерения: определить износ зубьев ведомой шестерни привода насоса путем измерения толщины ее зубьев зубомером. При уменьшении толщины более чем на 0,15 мм по сравнению с номинальным размером шестерню необходимо заменить. Кроме того, следует определить зазор между опорной шайбой и торцом корпуса привода (он не должен превышать 0,25 мм).
В двигателях, имеющих привод масляного насоса типа “вал – шестерня”, проверяют овальность втулок вала, их запрессовку в гнездах, а также совпадение смазочного отверстия во втулке с каналом в блоке цилиндров. Проворачивание втулок в блоке цилиндров не допускается. Измеряют также диаметры втулок и валика и определяют зазор между ними. Если он больше 0,15 мм, а также если имеются повреждения поверхностей этих деталей, втулки заменяют новыми. После запрессовки втулок их обрабатывают развертками до получения надлежащего диаметра.
Вал привода масляного насоса не должен иметь повреждений опорных шеек, а шестерня вала – визуально заметного износа и выкрашивания зубьев. Не допускается ослабление запрессовки и овальность втулки шестерни привода масляного насоса и распределителя зажигания. Внутренняя поверхность втулки не должна иметь задиров.
Редукционный клапан при ремонте масляного насоса разбирают с промывкой растворителем его гнезда. На клапане и гнезде не должно быть продольных рисок. Небольшие царапины и сколы плунжерных клапанов можно зашлифовать наждачной бумагой. В случае необходимости проверяют упругость пружины клапана. При нажатии на пружину с усилием 4 кгс ее длина не должна уменьшиться более чем на 11…13 мм.
Более простым, но неточным методом проверки работоспособности редукционного клапана является проверка нажатием на пружину (шарик, плунжер) прутком из мягкого металла. Пружина (шарик, плунжер) должна перемещаться без помех с некоторым сопротивлением.
Система вентиляции масляного картера двигателя в процессе эксплуатации автомобиля засоряется продуктами неполного сгорания топливно-воздушной смеси – картерными газами. При ремонте двигателя необходимо отсоединить шланги, снять и разобрать пламегаситель, маслоотделитель, сетку и промыть их в растворителе, бензине или керосине.
Дата добавления: 2016-05-25; просмотров: 10198;