Проектирование сборных фрез
Сборные инструменты (рис. 58) состоят из корпуса 1, сменных режущих элементов 2, устройств их регулирования 3 и закрепления (4, 5). Наличие сменных режущих элементов позволяет существенно уменьшить расход инструментальных материалов и обеспечивает постоянство диаметра резания.
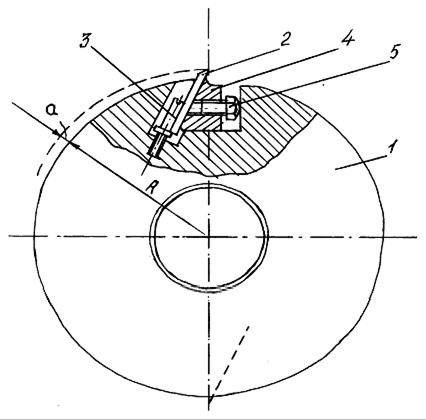
Рис. 58. Сборная фреза с клиновым креплением призматических ножей
В практике деревообработки для плоского цилиндрического фрезерования используют обычно прямые призматические ножи.
Призматический нож (рис. 58) прижимается к стенке корпуса специальной клиновидной планкой 4, с помощью винтов 5. Распорное усилие от каждого винта 5 создается при его вывинчивании из клина 4. Для того чтобы клин не смещался, головки прижимных винтов выполнены со сферической поверхностью.
С помощью регулировочных винтов 3 производится настройка ножей 2 на величину выступа их лезвий по отношению к цилиндрической поверхности корпуса фрезы. Обычно величина выступа ножей типа I толщиной δ = 3 мм по ГОСТ Е567 –75 не превышает 1,5 …2 мм.
Основные размеры ножей типа I приведены в табл. 17
Таблица 17
Параметры ножей
| Длина L, мм | Ширина b, мм | Длина L, мм | Ширина b, мм |
| 25; 40; 60 | 40; 60; 80; 90; 100; 110; 130; 140; 170; 200; 260; 310; 325; 410; 610; 810; 1260; 1610 | ||
| 25; 40; 60; 80; 90; 100; 110; 130; 140; 170; 200; 260; 310; 325; 410; 610 |
Ножи типа I однослойные изготовляют из сталей Р9; 9Х5ВФ; Х6ВФ. Угол заточки β = 40°±2. Твердость после закалки 55 … 59 HRC. Данные ножи затачивают по плоской задней поверхности на универсально-заточных или специализированных ножеточильных станках.
Минимальная допускаемая ширина ножа Bmin по условиям надежного его закрепления составляет 15 … 20 мм. Разница между начальной B и минимальной Bmin шириной определяет ресурс ножа. Обычно на переточку предусматривают около половины начальной ширины. Следовательно, начальный размер ширины ножа B = 25 … 50 мм.
Клиновидная планка 4 для стандартной сборной фрезы представлена на рис. 59.
Клиновидная планка (клин) чаще всего имеет в сечении вид прямоугольной трапеции, высота которой приблизительно равна длине большего основания. Угол у основания трапеции зависит от величины переднего угла резания γ, т. е. φ = 90° – γ.
Размеры клина l и l1, количество m распорных винтов выбирают по табл. 19 в зависимости от длины клина L, равной длине ножа.
Неплоскостность поверхности клина, примыкающей к поверхности ножа, не более 0,03 мм на 100 мм длины. Непрямолинейности вершины стружколомателя не должна превышать 0,1 мм на 100 мм длины. Разность в массе клиньев, входящих в комплект фрезы, не должна превышать при массе клина до 100 г – 0,2 г, от 100 до 300 г – 0,3 г, свыше 300 г – 0,1% массы клина. Распорные винты 5 (см. рис. 59) изготавливают из стали 45Х или 40Х, твердость HRC 35 … 42.
Рис. 59. Чертеж клиновидной планки
Таблица 18
Параметры клиновидных планок
| Параметры | Длина клина L, мм | |||||||
| l, мм | 12,5 | 7,5 | ||||||
| l1, мм | ||||||||
| m, штук |
Порядок проектирования сборных фрез следующий:
- назначается материал для режущей части фрезы;
- выбирается форма режущего элемента;
- устанавливаются основные линейные и угловые параметры фрезы;
- определяются конструктивные параметры фрезы;
- рассчитываются устройства для регулирования и крепления режущих элементов;
- разрабатывается рабочий проект чертежей на фрезу;
- назначаются основные технические требования.
Дата добавления: 2017-02-04; просмотров: 1375;